Изобретение относится к области повышения износостойкости изделий посредством наплавки и, в частности, к оборудованию для вибродуговой наплавки.
В известном оборудовании для вибродуговой наплавки зажим и подача сварочной проволоки осуществляются посредством нескольких пар цилиндрических валиков, различных для разного диаметра сварочной проволоки. Необходимость смены валиков и консольного устройства для их крепления усложняет конструкцию сварочной головки и понижает производительность.
Отличие предложенной конструкции от известных заключается в том, что несколько пар цилиндрических роликов заменяются одной парой гиперболоидальных, установленных с перекрещивающимися осями во вращающейся обойме.
Это упрощает конструкцию и повышает производительность.
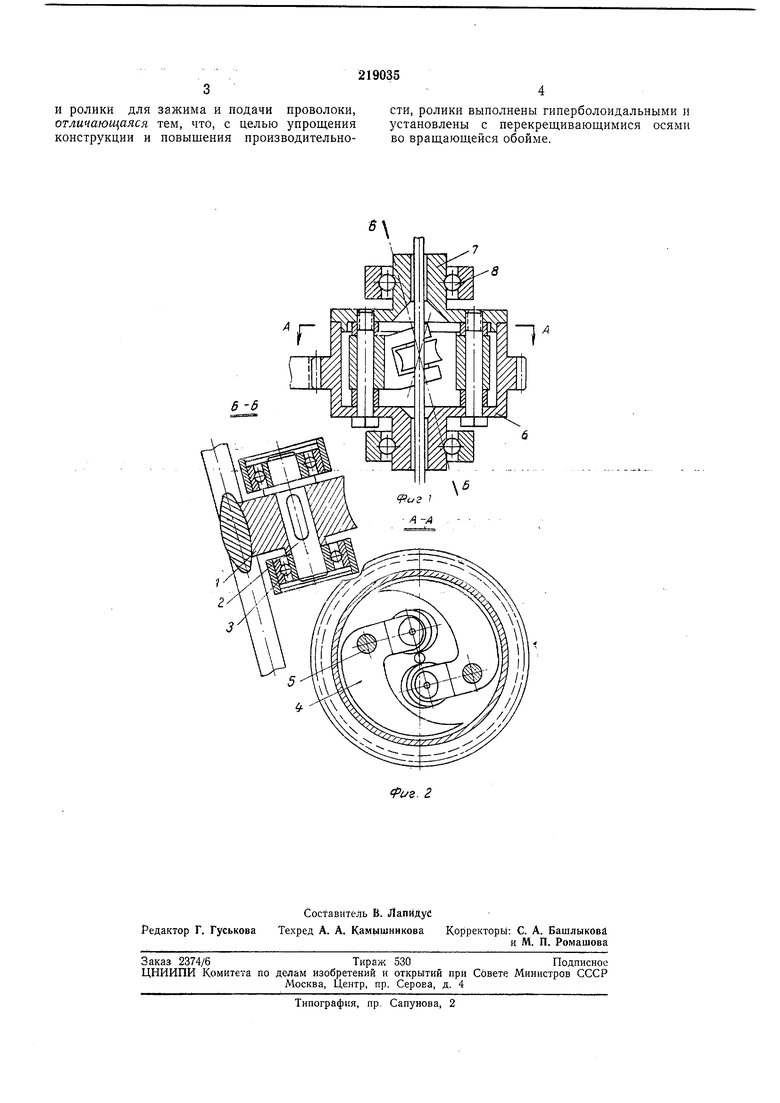
На фиг. 1 изображена описываемая головка, общий вид; на фиг. 2 - разрезы по А-А и Б-Б на фиг. 1.
Два гиперболоидальных ролика / с осями 2, скрещивающимися в пространстве с осью проволоки под углом а, свободно вращаются в подщипниках 3 качения, установленных п фигурных рычагах 4 с возможностью поворота вокруг осей 5. Последние одновременно
г Г --;:-: -... 2
являются винтами, стягивающими корпус 6 обоймы с крыщкой 7, смонтированных на опорах 8 качения. Работает механизм следующим образом.
При вращающейся обойме рычаги 4 под действием центробежной силы повертываются вокруг осей 5, и ролики / зажимают проволоку. В осевом сечении контакт проволоки с роликами происходит по прямым линиям на
всей щирине ролика. По аналогии с парой винт - гайка вращение обоймы обеспечит перемещение проволоки в направлении ее оси со скоростью V jr:dniga., где V - скорость подачи проволоки, мм/мин; а - диаметр проволоки, мм; п - число оборотов обоймы, мин: а-угол скрещивания осей роликов с осью проволоки. Требуемая скорость подачи проволоки достигается сообщением обойме необходимой угловой скорости. Электродная проволока диаметром от 2 до 5 мм автоматически зажимается роликами под действием центробежных сил при включении двигателя головки и разжимается при его выключении.
Предмет изобретения
и ролики для зажима и подачи проволоки, отличающаяся тем, что, с целью упрощения конструкции и повышения производительности, ролики выполнены гиперболоидальными и установлены с перекрещивающимися осями во вращающейся обойме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки плавящимся электродом | 1976 |
|
SU671952A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU383554A1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU377224A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU433982A1 |
| Механизм подачи электродов | 1961 |
|
SU143946A1 |
| Головка для вибродуговой наплавки | 1975 |
|
SU529024A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| Головка для вибродуговой наплавки | 1975 |
|
SU527266A1 |