Известны устройства для дуговой сварки, содержащие сварочную головку, электронный блок стабилизации длины дуги и исполнительный механизм.
Предложенное устройство отличается от известных тем, что оно дополнительно снабжено блоком контроля глубины проплавления, включенным между сварочной головкой и электронным блоком стабилизации длины дуги.
При этом блок контроля глубины проплавления состоит из источника постоянного напряжения и контактного датчика, обеспечивающего с помощью микропереключателя включение источника постоянного напряжения последовательно-встречно с напряженим дуги при достижении определенной глубины проплавлепия.
Такое выполнение устройства предотвращает прожоги металла при сварке встык без подкладки, особенно при сварке замкнутых полых изделий, где по требованиям технологии применение подкладок невозможно.
При включении устройства автоматической стабилизации заданного напряжения сварочной дуги, работающего на принципе компенсационного метода, в первый момент стабилизация дуги может происходить нормально. Если, например, длина дуги увеличится, то за счет устройства автоматической стабилизации
произойдет вертикальное перемещение сварочной головки вниз до тех пор, пока длина дуги не восстановится до прежней величины.
Так как сварка ведется без подкладок, то по истечении некоторого времени металл по мере разогрева начнет провисать под собственным весом. Поскольку расстояние от электрода до металла поддерживается стабилизатором постоянным, то электрод, следуя за провисающим расплавленным металлом сварочной ванны, еще более расплавляет его, что без датчика контроля глубины проплазления приводит к прожогу нзделня.
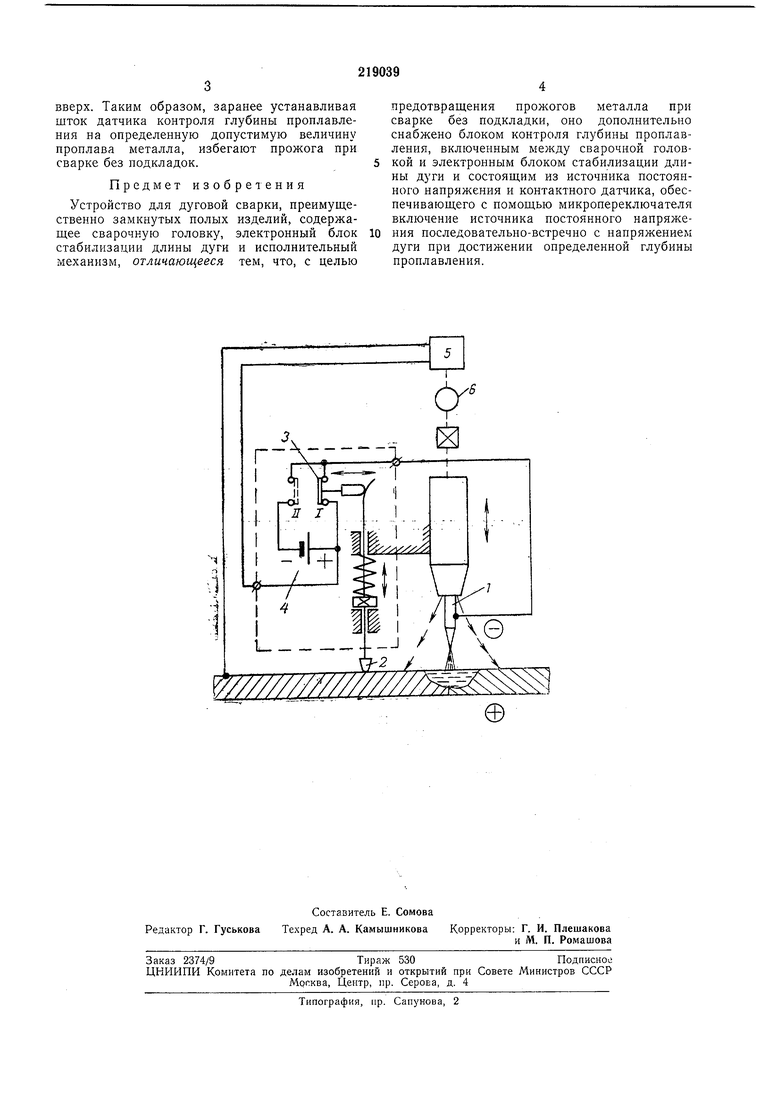
На чертеже схематически изображено предложенное устройство.
При онусканнп электрода / вниз происходит вертикальное перемещение вверх штока 2 датчика контроля глубины проплавлення, который своим концом нажимает на микропереключатель 3 и переводит его из положения I в положение II, тем самым подключая в цепь дуги источник 4 постоянного напряжения. При алгебраическом сложеннн напряжения дуги с напряжением источника 4 y eньшается напряжение, ностунающее на вход элемента 5 сравнения блока стабилизацни. При этом сигнал рассогласования, полученный при сравнении указанного напряження с эталонным, воздействуя на исполнительный механизм 6, перемещает сварочную головку
вверх. Таким образом, заранее устанавливая шток датчика контроля глубины проплавления на определенную допустимую величину проплава металла, избегают прожога при сварке без подкладок.
Предмет изоб
р е 1 е н и я
Устройство для дуговой
сварки, преимущеизделий, содержаственно замкнутых полых электронный блок щее сварочную головку, стабилизации длины дуги и исполнительный механизм, отличающееся тем, что, с целью
предотвращения прожогов металла при сварке без подкладки, оно дополнительно снабжено блоком контроля глубины проплавления, включенным между сварочной головкой и электронным блоком стабилизации длины дуги и состоящим из источника постоянного напряжения и контактного датчика, обеспечивающего с помощью микропереключателя включение источника постоянного напряжения последовательно-встречно с напряжением дуги при достижении определенной глубины проплавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СПОСОБ РЕГУЛ|ИРОВАНИЯ ДЛИНЫ ДУГОВОГО ПРОМЕЖУТКА | 1973 |
|
SU382488A1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| Способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом без присадочной проволоки | 1983 |
|
SU1123803A1 |
| Устройство для автоматического регулирования глубины проплавления | 1972 |
|
SU471174A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1971 |
|
SU304078A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| Устройство для дуговой сварки неплавящимся электродом | 1977 |
|
SU721269A1 |
| СПОСОБ СЛЕЖЕНИЯ ЗА КАЧЕСТВОМ СВАРКИ ПЛАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2113327C1 |
