Известны устройства для дуговой сварки вертикальных швов, содержащие сварочную головку, связанную с механизмом подачи присадочной проволоки, механизм создания колебаний и приспособления для принудительного формирования шва.
Однако такие устройства сложны, имеют большие габариты и вес, что затрудняет их применение.
Для упрош,ения конструкции, уменьшения веса и габаритов в описываемом устройстве механизм создания колебаний выполнен в виде корпуса, в котором установлены взаимодействующие с проволокой ролики, один из которых подпружинен и является прилсимным, а другой -. холостой ролик - через сооспо расположенную с ним шестерню связан с кривошипно-шатунным механизмом, шатун которого жестко закреплен на конце мундштука.
Кроме того, для возможности сварки без колебаний присадочной проволоки в корпусе механизма создания колебаний установлен двуплечий рычаг, один конец которого служит для отжатия прижимного ролика, а другой - для торможения холостого.
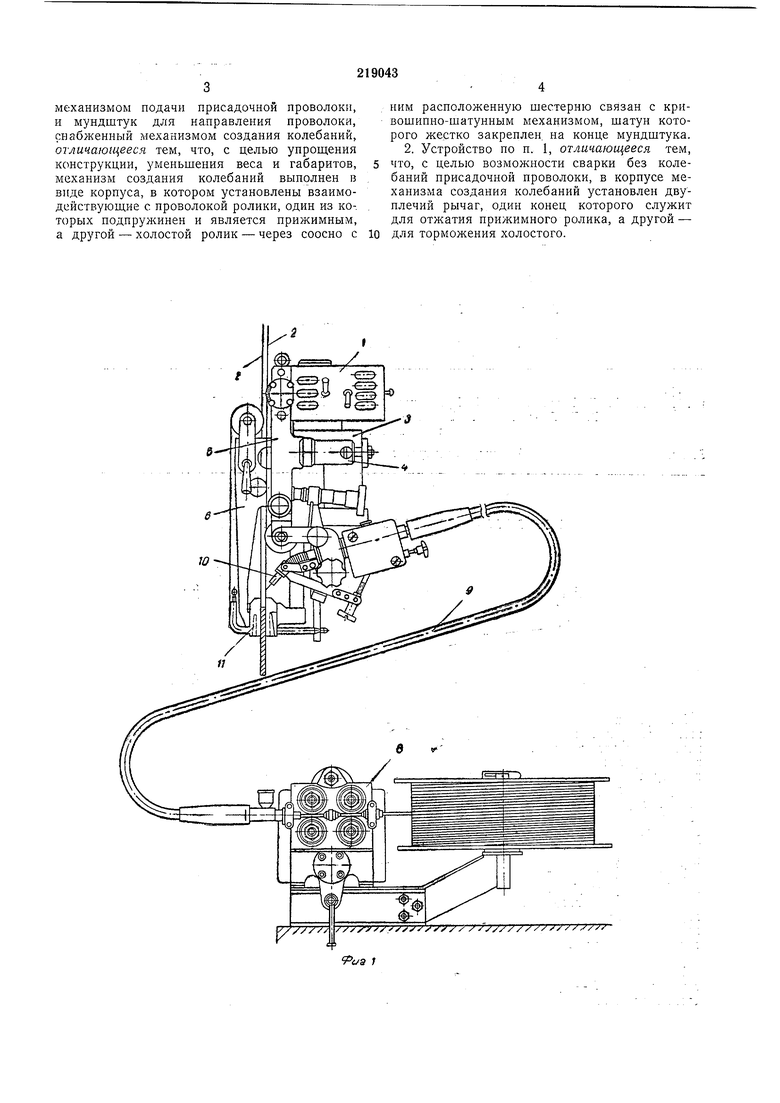
Сварочная головка 1 устройства перемещается по свариваемым кромкам 2 при помощи приводного механизма 3. Головка удерживается на свариваемом изделии посредством пружины 4, прижимающей к изделию переднюю 5 и заднюю 6 тележки. Присадочная проволока 7 подается механизмом 8 по шлангу 9 и токоподводящему мундштуку 10. Ползунами 11 осуществляется формирование
шва.
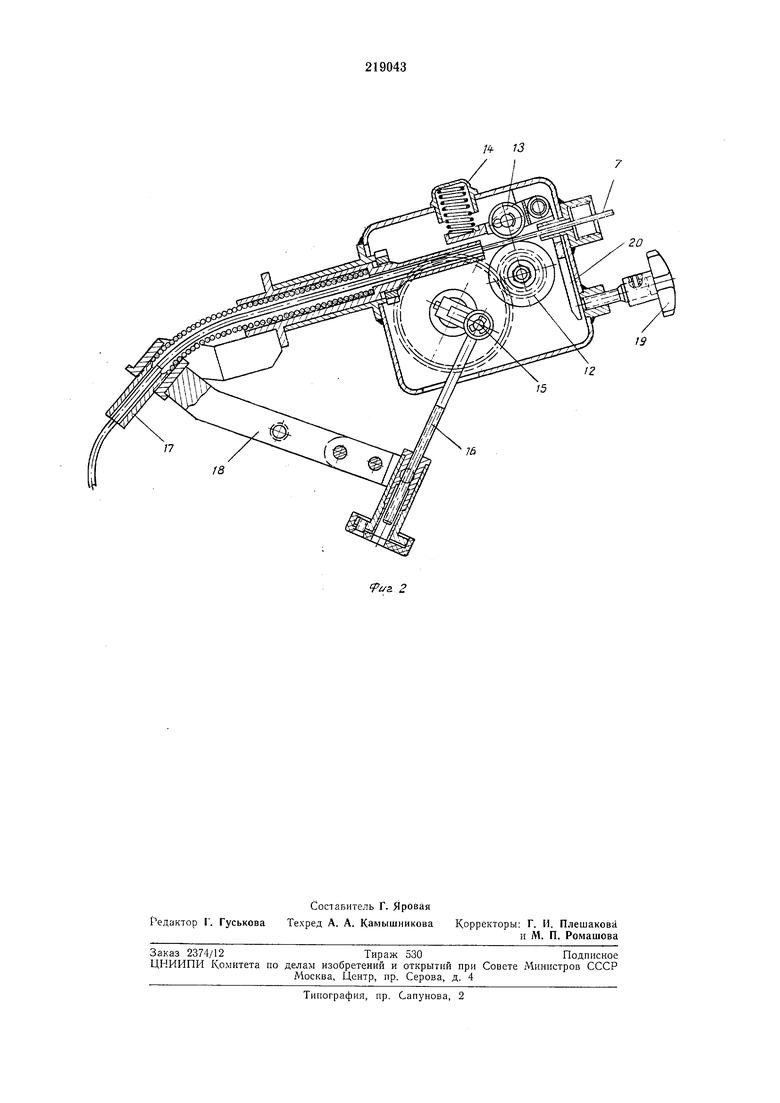
На мундштуке расположен механизм создания колебаний. Для равномерного проплавления кромок 2 служат ролики 12 и 13. Ролик 13 прижимает проволоку 7 к ролику 12 при
помощи пружины 14. При поступательном движении присадочной проволоки ролик 12 вращается, вращая прн этом кривошип 15 и щатун 16 и преобразуя поступательное движение проволоки в возвратно-поступательное
перемещение наконечника 17. Последний жестко связан с рычагом 18.
Для сварки без колебаний присадочной проволоки прижимной ролик 13 отжимается винтом 19; одновременно фиксируется положение холостого ролика 12 рычагом 20.
механизмом подачи присадочной проволоки, и мундштук для налравления проволоки, снабженный механизмом создания колебаний, отличающееся тем, что, с целью упрощения конструкции, уменьшения веса и габаритов, механизм создания колебаний выполнен в виде корпуса, в котором установлены взаимодействуюшие с проволокой ролики, один из которых подпружинен и является прижимным, а другой - холостой ролик - через соосно с
ним расположенную шестерню связан с кривошипно-шатунным механизмом, шатун которого жестко закреплен, на конце мундштука. 2. Устройство по п. 1, отличающееся тем, что, с целью возможности сварки без колебаний присадочной проволоки, в корпусе механизма создания колебаний установлен двуплечий рычаг, один конец которого служит для отжатия прижимного ролика, а другой - для торможения холостого.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ | 1972 |
|
SU323217A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ УГЛОВЫХ ШВОВ | 1972 |
|
SU423586A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| УСТРОЙСТВО для СВАРКИ | 1973 |
|
SU407699A1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU253275A1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |