(54) СПОСОБ КОРРЕКЦИИ ПГОГРАММЫ ПРИ ОБЪЕМНОЙ ОБРАБОТКЕ
ПОВЕРХНОСТЕЙ
Известны устройства программного управления, имеющие возможность производить коррекцию программы с целью получения возможности использовать инструменты разного диаметра.
По предлагаемому способу, с целью иетользования в работе фрез с различными размерами сферяческого конца при обработке по одной и той же программе, вводится вспомогательная информация, содержащая сведения об зквидистанге, отстоящей от обрабатываемой на заранее установленный радиус фрезы и записанной на программоносителе, н всшравочцый козффициент, представляющий собой информацию о примененном радиусе сферического фрезы и вводимой в интерполятор непосредетвешю с пульта станка, который позволяет осушествить путем пропорционального деления переход от базовой эквидистанты к зквидистанте, описываемой центром фактически используемой фрезы. Кроме того, с целью получения возможности обработки сопряженных деталей типа пуансона и матрицы пространственных штампов, например гибочных, вытяжных и т.п., по одной и той же программе, зафикслроваршой на программоносителе, вводится дополнительная информация, включающая в себя ннформащ1Ю об изменении знака
Проекций радиуса фрезы, информацию об изменеНИИ знаков одной из текущих координат х или у, являющихся координатами, лежащими в плоскости разъема штампа, и координаты z, лежащей на оси, перпендикулярной разъему штампа н определяющей его глубкку, и информацию о величине условного радиуса фрезы, представляющего собсй фактический радиус фрезы, уменьшенньш на ве;нгчину толщины штампуемого материала.
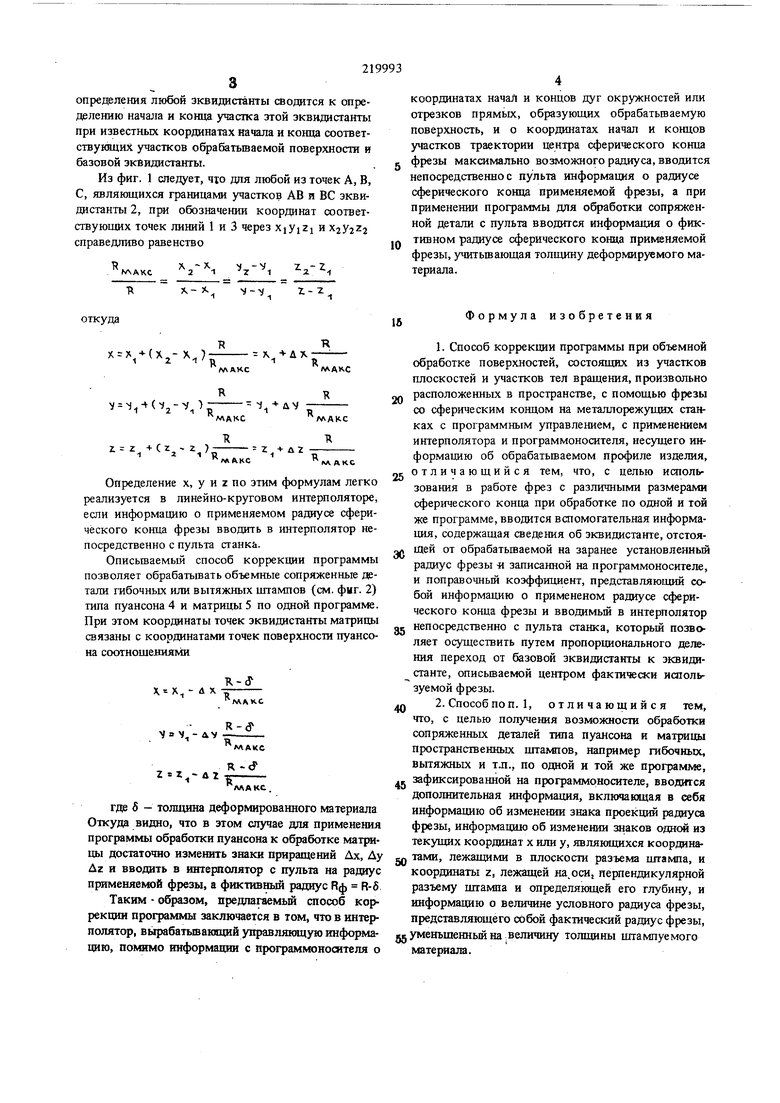
На фнг. 1 изображено расположение зквшгастант при обработке одной поверхности; на фиг. 2 - расположение эквидистант при обработке сопряженных поверхностей.
При обработке поверхности 1 (см. фиг. 1) фрезой с радиусом сферического конца R, для которой линия 2 является эквидистантной, удобно задаться эквидистантой 3, получившейся при обработке поверхности 1 фрезой наибольшего радиуса RMEKC- В дальнейшем зквидистанта 3 именуется базовой зквидистантой.
При задании информации об обрабатьшаемой поверхности сечениями, перпендикулярными оси вращения или направляющей линии, в сечениях тел будут лежать окружности, эквидистантами которьос являются также окружности. В этом случае задача
определения любой эквидистанты (водится к определению начала и конца участка этой эквидистанты при известных координатах начала и конца соответствукяцих участков обрабатьтаемой поверхности и базовой эквидистанты.
Из фиг. 1 следует, чю для любой из точек А, В, С, являющихся границами участков АВ и ВС эквидистанты 2, при обозначении координат соответствующих точек линий 1 и 3 через XjyiZj и справедливо равенство
VN
.
х- . z-z V-V
откуда
)-,-(Xj-
/VVAKCЛЛАК.С
v -Ji-tCv- -v)
-,UV
MAKC ЛЛАК.С
)
z.zЛА AKC
Определение x, у и z no этим формулам легко реализуется в линейно-круговом интерполяторе, если информацию о применяемом радиусе сферического конца фрезы вводить в интерполятор непосредственно с пульта станка.
Описьшаемый способ коррекции программы позволяет обрабатьшать объемные сопряженные детали гибочных или вытяжных щтампов (см. фиг. 2) типа пуансона 4 и матрицы 5 по одной программе. При этом координаты точек эквидистанты матрицы связаны с координатами точек поверхности пуансона соогнощевиями
Ц. - d X МАКС
К-(У
AV
т
АЛАКе
Rrf
йг
АЛА КС
где 5 - толщина деформированного материала Откуда видно, что в этом случае для применения программы обработки пуансона к обработке матртцы достаточно изменить знаки приращений Дх, Ду Дг и вводить в интерполятор с пульта на радиус применяемой фрезы, а фиктивный радиус Нф R-6
Таким - образом, предлагаемый способ коррекции программы заключается в том, что в интерполятор, вырабатывающий управляющую информацию, помкмо информации с программоносителя о
координатах начал и концов дуг окружностей или отрезков прямьсс, образующих обрабатьшаемую поверхность, и о координатах начал и концов участков траектории центра сферического конца фрезы максимально возможного радиуса, вводится непосредственное пульта информация о радиусе сферического конца применяемой фрезы, а при применении программы для обработки сопряженной детали с пульта вводится информация о фиктивном радиусе сферического конца применяемой фрезы, учитьшающая толщину деформируемого материала.
Формула изобретения
1. Способ коррекции программы при объемной обработке поверхностей, состоящих из участков плоскостей и участков тел вращения, прюизвольно расположенных в пространстве, с помощью фрезы со сферическим концом на металлорежущих станках с программным управлением, с применением интерполятора и программоносителя, несущего информацию об обрабатьтаемом профиле изделия, отличающийся тем, что, с целью истользования в работе фрез с различными размерами сферического конца при обработке по одной и той же программе, вводится вспомогательная информация, содержащая сведения об эквидистанте, отстоял щей от обрабатьшаемой на заранее установленный радиус фрезы « записанной на программоносителе, и поправочный коэффициент, представляющий собой информацию о примененом радиусе сферического конца фрезы и вводимый в интерполятор
j непосредственно с пульта станка, который позволяет осуществить путем пропорционального деления переход от базовой зквидистанты к эквидистанте, описьшаемой центром фактически используемой фрезы.
2. Способ поп. 1, отличающийся тем, что, с целью получения возможности обработки сопряженных деталей типа пуансона и матрицы пространственных щтактов, например гибочных, вытяжньк и тл., по одной и той же программе,
g зафиксированной на программоносителе, вводится дополнительная информация, включающая в себя информацию об изменении знака проекций радиуса фрезы, информацию об изменении знаков одной из текущих коорданат х или у, являющихся коордянаQ тами, лежаяшми в плоскости разъема ыгтампа, и координаты Z, лежащей на.осИг перпендикулярной разъему шгамиа и определяющей его глубину, и информацию о величине условного радиуса фрезы, представляющего собой фактический радиус фрезы,
j уменьшенный на .величину толщины щтампуемого матертала. X
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ задания информации в системах программного управления (пу) металлорежущими станками | 1966 |
|
SU217894A1 |
| Устройство для контурного программного управления станком | 1978 |
|
SU716020A1 |
| Устройство для программного управления | 1985 |
|
SU1280571A1 |
| Система для программного управления | 1984 |
|
SU1246053A1 |
| Линейно-круговой интерполятор | 1978 |
|
SU860004A2 |
| Устройство для коррекции эквидистанты в станках с программным управлением | 1975 |
|
SU643834A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| СФЕРИЧЕСКИЙ ИНТЕРПОЛЯТОР | 1996 |
|
RU2124227C1 |
| Устройство для коррекции эквидистанты | 1975 |
|
SU538344A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
Фиг. 2

