Известно устройство для одновременной ультразвуковой прошивки группы отверстий, содержащее магнитострикционный преобразователь и механизм подачи инструмента, инструмент в виде проволоки и устройство для крепления инструмента.
Предлагаемое устройство отличается от известных тем, что в нем устройство для крепления инструмента выполнено в виде ванн для легкоплавкого сплава с механизмом перемещения и с нагревателями, причем днище и крышки этих ванн имеют отверстия для подачи инструмента. Это позволяет снизить трудоемкость изготовления изделий при повышении их качества.
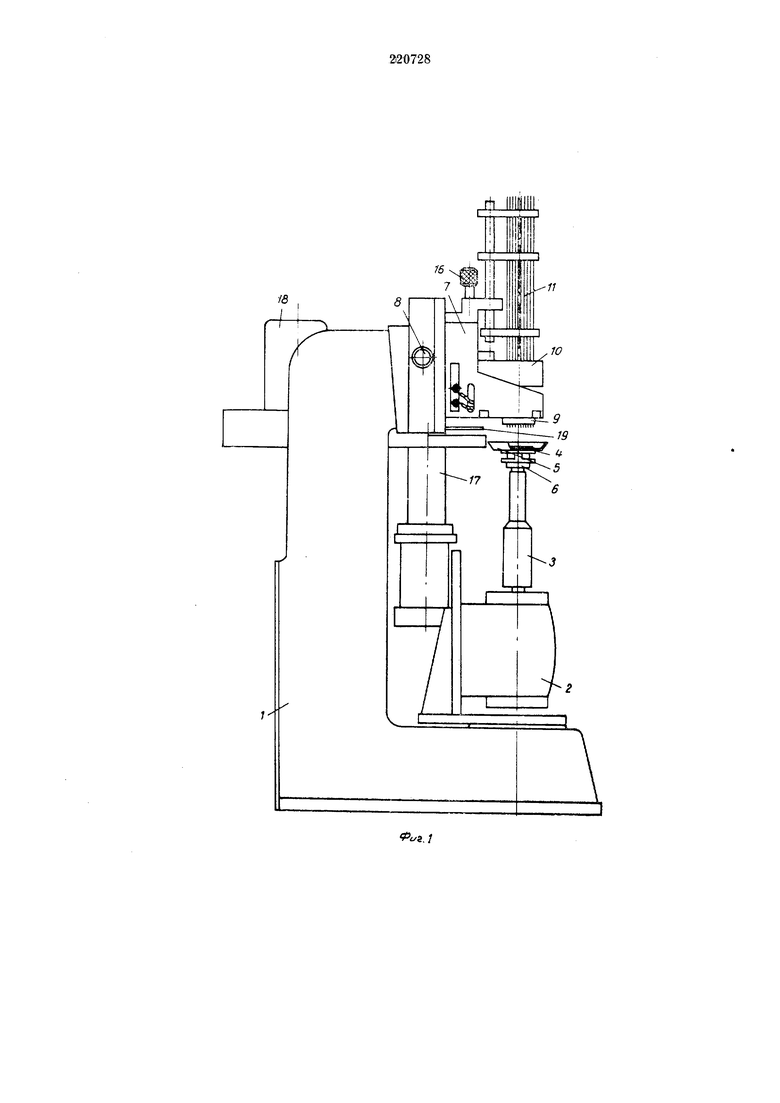
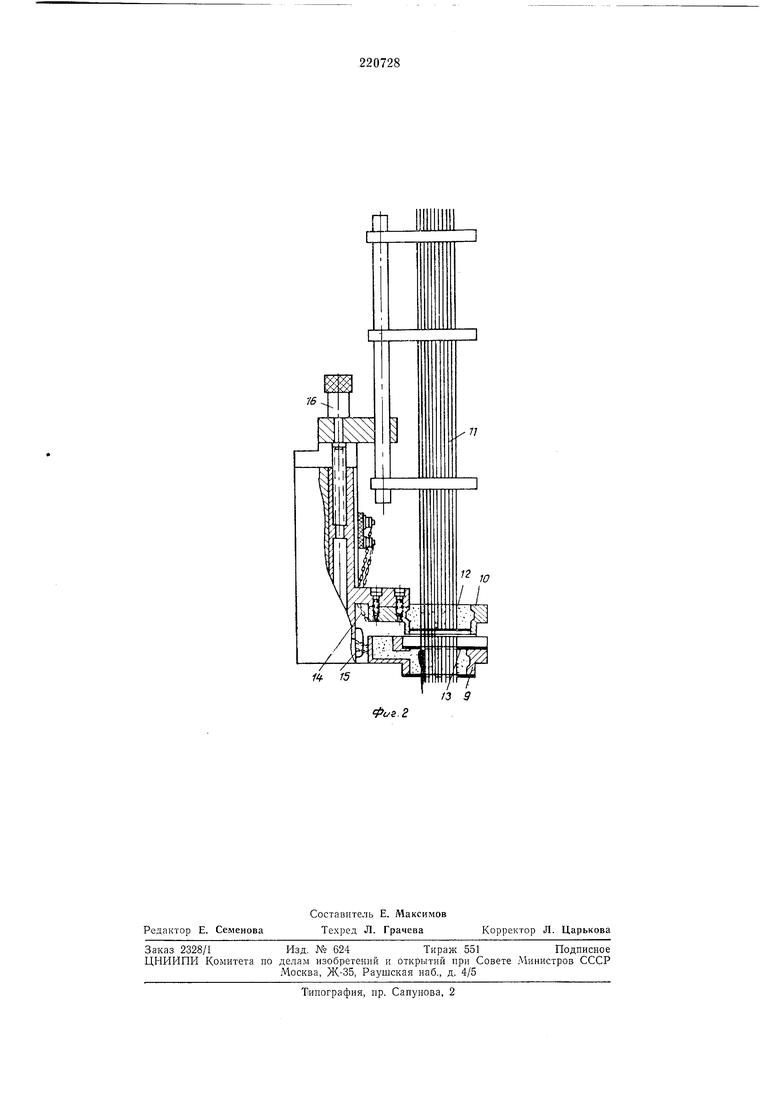
На фиг. 1 изображено устройство для одновременной ультразвуковой прошивки группы отверстий; на фиг. 2 - инструмент, выполненный в виде набора проволок, ориентированных и закрепленных в кондукторных устройствах.
Ставок имеет станину /, на которой располагаются магнитостриктор 2 с концентратором 3 и закрепленным на нем изделием 4. Изделие 4 приклеивается к основанию 5, которое с ломощью гайки 6 прочно соединяется с концентратором 3. В направляющих станины 1 ходит кронштейн 7, уравновешенный с помощью груза внутри станины. Кронштейн 7 может перемещаться как вручную от рукоятки 8, так и механически от мотора, установленного внутри станины. Иа кронштейне 7 расположены две ванны 9 и 10 с легкоплавким сплавом, через которые проходит набор
проволок 11. Для точной ориентации проволок низ и верх ванн закрывается кондукторными устройствами 12 и 13, представляющими собой тонкие пластины с отверстиями, соосными с отверстиями в обрабатываемом изделим. Ванны 9 и 10 снабжены нагревателями для расплавления сплава, подвод электропитания к которым производится шинами 14 и 15. Ванна 10 может перемещаться относительно ванны 9 с помощью винта 16. В случае неравномерного износа проволок, что может иметь место при разных диаметрах, для выравнивания торцов проволок на станине / укрепляется поворачивающийся кронщтейн / с мотором 18 и абразивным кругом 19.
Устройство работает следующим образом.
Изделие 4, прикрепляемое к основанию 5, устанавливается на концентратор 3 и закрепляется с помощью гайки 6. Сверху наливается или подается насосом абравивная суспензия (50% воды+50% абразива). Кронштейн 7 с помощью рукоятки 8 опускается до упора торцов проволоки в изделие, и включается магнитостриктор 2, колебания которого через концентратор 3 передаются изделию. Под дейобретают колебательные движения и, ударясь о торцы проволок и отскакивая от них, интенсивно выбирают частицы материала изделия. Для получения отверстия кронштейн 7 получает медленное механическое перемещение в сторону изделия от привода, расположенного внутри станины.
После обработки нескольких пластин проволоки изнашиваются, т. е. уменьшается длина их рабочих концов. Поэтому весь набор проволок выдвигается из кондукторного устройства /3 на заданную длину. Для этой цели включается нагреватель ванны 9 и сплав в ней расплавляется. Затем с помошью винта 16 весь набор проволок 11 с ванной 10 перемещается на необходимую длину. Нагреватель ванны 9 отключается, и сплав в ней затвердевает, прочно скрепляя проволоки. После этого с помощью нагреваггеля ванны 10 расплавляется находящийся в ней сплав.
и ванна 10 перемещается в свое первоначальное положение винтом 16.
В случае необходимости торцы проволок
могут быть подшлифованы с помощью круга
19, приводимого во вращение от мотора 18.
Предмет изобретения
Устройство для одновременной ультразвуковой прощивки группы отверстий, содержащее магнитострикционный преобразователь и механизм подачи инструмента, инструмент в виде проволоки и устройство для крепления инструмента, отличающееся тем, что, с целью трудоемкости изготовления изделий при повыщении их качества, устройство для крепления инструмента выполнено в виде ванн для легкоплавкого сплава с механизмом перемещения и с нагревателями, причем днище и крышки этих ванн имеют отверстия для цодачи инструмента.
/5
16
-п
Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| СПОСОБ И УСТРОЙСТВО ВИБРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2374061C2 |
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |
| Устройство для ультразвукового лужения и пайки изделий | 1984 |
|
SU1227385A1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Устройство для механического нанесения покрытий на наружную цилиндрическую поверхность деталей | 2018 |
|
RU2711764C1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| Ультразвуковой преобразователь | 1972 |
|
SU447175A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| Станок для ленточного шлифования сложнофасонных поверхностей | 1988 |
|
SU1590346A1 |
ШТППШ
19
4
-17
L
