Известны гидравлические прессы для прессования деталей из измельченных и смешанных с вяжущим древесных отходов, пластмассы и т. п. материалов, включающие установленные на станине верхний и нижний подвижные столы с упорами и гидропривод.
Такие прессы предназначены для прессования одной детали.
Описываемый пресс обеспечивает возможность одновременного прессования нескольких деталей.
Достигается это тем, что в предложенном прессе между подвижными столами и упорами расположены устанавливаемые поочередно в процессе прессования одна над другой обогреваемые прессформы. Каждая прессфор.ма является матрицей для вышележащей и пуансоном для нижелел ащей деталей.
Для охлаждения нижних прессформ они присоединены шлангами к коллектору с охлаждающей жидкостью.
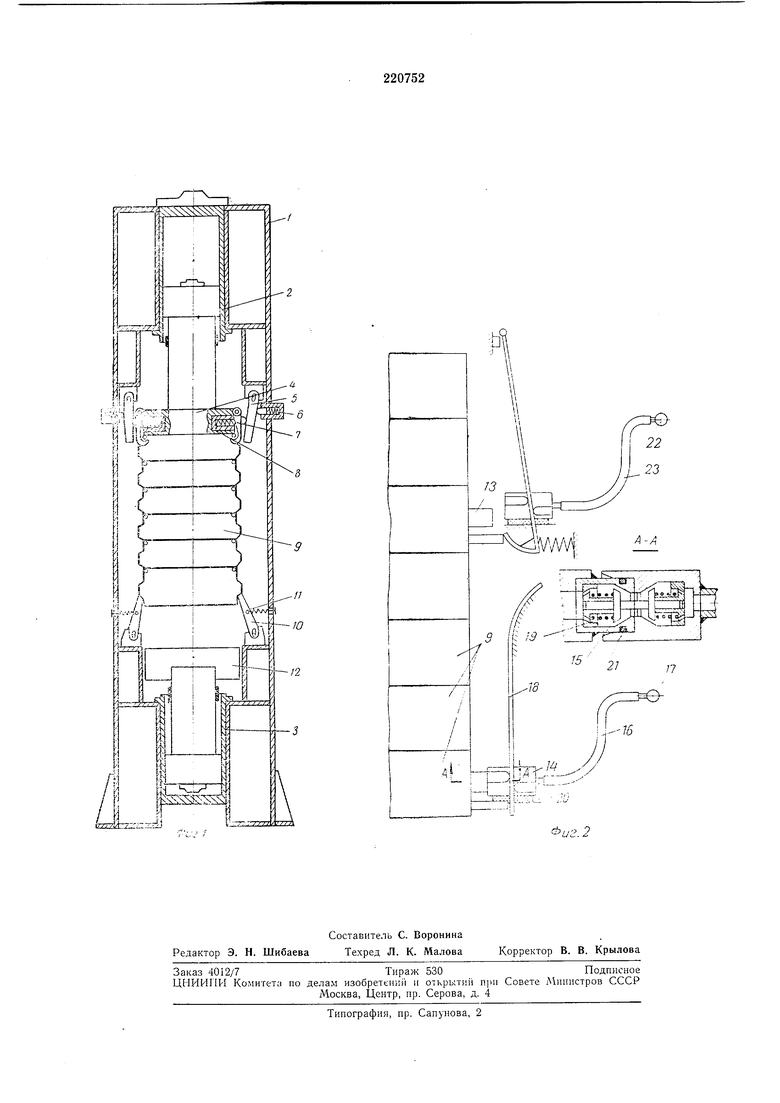
На фиг. 1 изображен описываемый пресс; на фиг. 2 - схема подвода теплоносителя на участке подогрева прессформ и подачи охлаждающей жидкости на участке охлаждения.
верхних упоров, прессформ 9, нижних упоров 10 с пружинами 11 и нижнего стола 12.
При подготовке к приему очередной прессформы нижний стол 12 опущен в крайнее нижнее полол ение. Пакет прессформ зажат между нижними упорами 10 и верхним столом 4. Очередную прессформу подают с рольганга на нижний стол 12.
При подъеме стола 12 начинается прессование нового изделия, а когда усилие от нижнего цилиндра 3 превосходит усилие от верхнего цилиндра 2 и веса загруженных прессформ 9, весь пакет поднимается на один шаг. При этом возвратные толкатели 6 подводят
верхние упоры 5 ко второй сверху прессформе. Через эти упоры и пакет прессформ 9 усилие от нижнего цилиндра 5 передается на раму пресса, чем обеспечивается постоянное замкнутое состояние всех прессформ пакета,
кроме верхней, которая еще прижата к пакету столом 4.
При поднятии верхнего стола 4 верхняя прессформа поднимается и висит на захватах 7, по роликам которых она выталкивается
из пресса гидротолкателем (на чертеже не доказан). Остальной па1кет в это время зажат между верхними упорами 5 и нижним столом 12.
прессформу, удерживаемую упорами 5, на пакет прессформ 9, перемещая его вниз вместе с нижним столом 12.
При этом разводящие толкатели 8 разводят упоры 5, а нижняя прессформа опускается на упоры 10, подводимые пружинами //. Нижний стол 12 освобождается и может опуститься для приема очередной формы.
Перемещение столов вверх и вниз происходит при подаче давления в обе стороны того цилиндра, в сторону которого необходимо передвинуть пакет прессформ, тем самым уменьшая развиваемое им усилие. Упоры работают автоматически.
Прессформы обогреваются следующим образом. При загрузке пресформы в пресс до упора клапан 13 прессформы 9 заходит в один из клапанов 14, соответствующий данной прессформе, тарелки 15 клапанов встретятся и откроются, сообщая через гибкий рукав 16 паровой коллектор 17 с каналами прессформ.
При подъеме прессформы клапан 14 следует за ней, перемещаясь по направляющей 18. Когда прессформа дойдет до заданной высоты, соответствующей окончанию нагрева, клапан 14 будет отсоединен от клапана 13 профилированным элементом направляющей 18, оба клапана автоматически закроются пружинами 19, и клапан 14 опустится в исходное положение на амортизатор 20.
Для устранения утечек во время размыкания и замыкания клапанов на корпусе клапана 13 установлено уплотнение 21, которое входит в корпус клапана 14 до начала открывания тарелок 15 и выходит после их закрывания.
Аналогичные клапаны для подвода охлаждающей жидкости из коллектора 22 через гибкий рукав 23 включаются при выталкивании прессформы. Количество клапанов на прессе соответствует числу прессформ в пакете на участках обогрева и охлаждения.
Предмет изобретения
1. Гидравлический пресс для прессования деталей из измельченных и смешанных с вяжущим древесных отходов пластмассы и т. п. материалов, включающий установленные на станине верхний и нижний подвижные столы,
упоры и гидропривод, отличающийся тем, что, с целью одновременного прессования нескольких деталей, между подвижными столами и упорами расположены устанавливаемые поочередно в процессе прессования одна над
другой обогреваемые прессформы, каждая из которых является матрицей для вышележащей и пуансоном для нижележащей деталей. 2. Пресс по п. 1, отличающийся тем, что, с целью охлаждения нижних прессформ, они
присоединены шлангами к коллектору с охлаждающей жидкостью.
, /
u2.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Способ изготовления фигурных строительных изделий из стружечно-клеевой массы и устройство для его осуществления | 1990 |
|
SU1794663A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Установка для прессования изделий из древесно-клеевой композиции | 1987 |
|
SU1445973A1 |
| Прессформа для формования покрытий на вытяжных и тому подобных валиках | 1946 |
|
SU71883A1 |
| Устройство для формования изделий | 1977 |
|
SU733986A1 |
| УСТАНОВКА ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ ПЛАСТИНЧАТЫХ ИЗДЕЛИЙ ИЗ МЕЛКОЗЕРНИСТЫХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2040398C1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1997 |
|
RU2136499C1 |