Известно, что для увеличения захвата металла валками применяют наплавку, рифление поверхности валков и т. д. Паибольшей захватывающей способностью обладают валки с ящичными калибрами. Однако в случае принудительной задачи металла в такие калибры возмол но образование заусенцев.
Для улучщения захвата металла валками предлагается одну из боковых стенок ручья выполнять в виде насаженной на валок подвил ной щайбы, снабженной пружинным амортизатором.
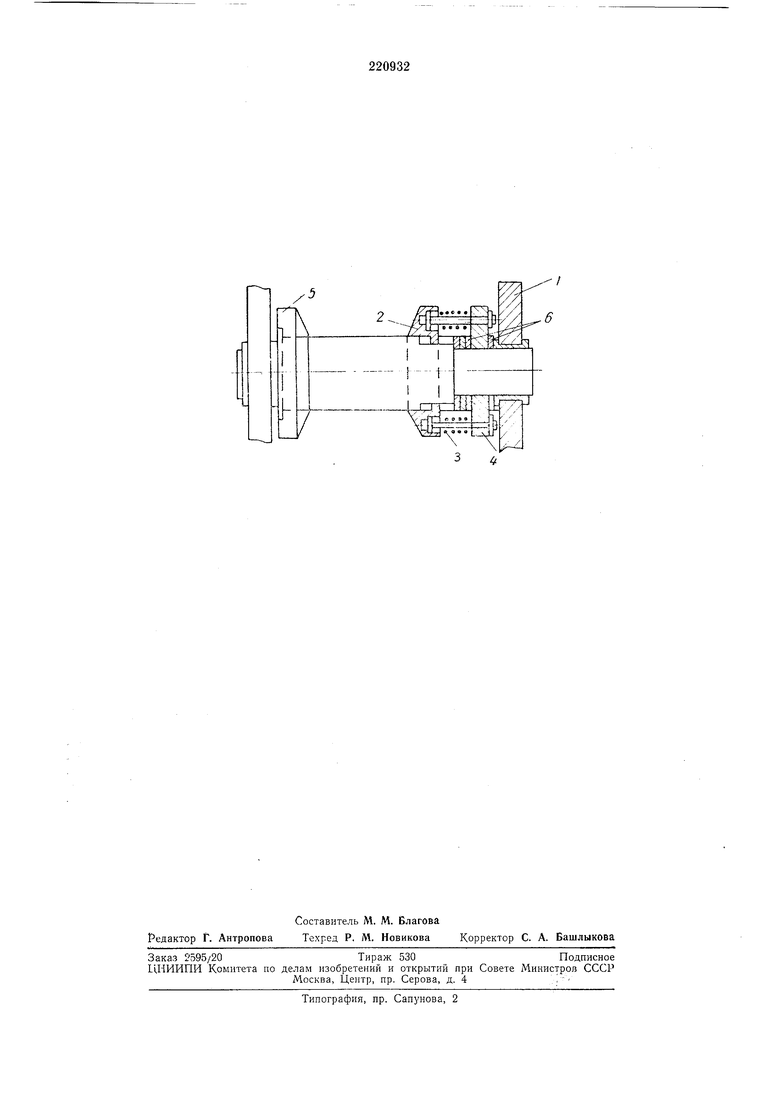
На чертеже представлен предложенный валок.
Валок монтируется в станине /. На его цапфе сидит подвижная шайба 2, которая через 3 опирается на диск 4. Расстояние между подвижной щайбой и буртом 5 валка регулируют с помощью прокладок 6.
Слиток с помощью какого-либо задающего устройства подается в валки и прокатывается. При этом насал«:енная на валок подвил ная шайба создает противодавление уширению металла под воздействием пружин или копира с заданным движением. После прокатки щайба возвращается в исходное полол ение.
Предмет изобретения
Калиброванный валок для прокатки металла, отличающийся тем, что, с целью увеличения захвата металла валками и получения изделия с постоянным и переменным сечением по ширине, одна из боковых стенок ручья выполнена в виде насаженной на валок подвил-сной шайбы, снабженной прул инным амортизатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной валок | 1979 |
|
SU884753A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| СПОСОБ ПИЛИГРИМОВОЙ ПРОКАТКИ ПРОФИЛЬНЫХ ТРУБ | 1967 |
|
SU205791A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЯ КАЛИБРА ВАЛКОВ ПИЛИГРИМОБЫХ СТАНОВ | 1972 |
|
SU432976A1 |
| СИСТЕМА ВЫТЯЖНЫХ ЯЩИЧНЫХ КАЛИБРОВ | 1997 |
|
RU2152275C1 |
| Валок | 1988 |
|
SU1547897A1 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 1971 |
|
SU305924A1 |
| ВАЛОК ПИЛЬГЕРСТАНА | 1969 |
|
SU246459A1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |