(54) СОСТАВНОЙ ВАЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Составной валок рабочей клети профилегибочного стана | 1983 |
|
SU1115827A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU381197A1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |

I
Изобретение относится к прокатному производству и может быть использовано для многоручьевой прокатки на заготовочных и сортовых станах.
Известен составной валок, в котором одна из боковых стенок ручья выполнена в виде насаженной на несущую ось подвижной подпружиненной шайбы l .
Недостаток известного валка сложность монтажа-демонтажа при переходе на прокатку профилей другого типоразмера.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является составной валок, на несущей оси которого насажены последовательно ряд профилированных шайб-калибров с распорными элементами, а на концевых частях оси установлены нажимные гайки для фиксирования шайб-калибров в осевом направлении L JОсновным недостатком известного устройства является невозможность его применения для многоручьевой прокатки.
Цель изобретения - обеспечение возможности многоручьевой прокатки и снижение времени на монтаж-демонтаж шайб при переходе на прокатку профилей другого типоразмера.
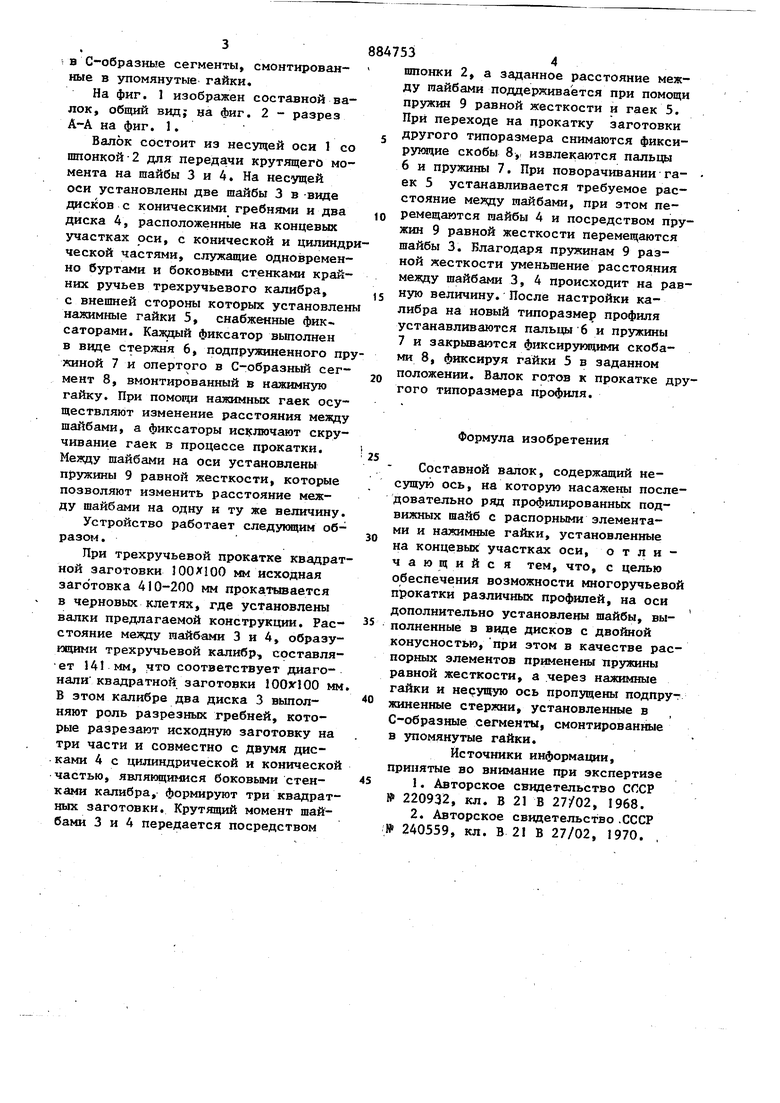
10
Поставленная цель достигается тем, что в составном валке, содержащем несущую ось, на которую насажен последовательно для профилированных шайб, разделенных распорны15ми элементами, и нажимные гайки установленные на концевых участках оси, на оси дополнительно установлены шайбы, выполненные в виде дисков двойной конусности, в качестве расXпорных элементов применены пружины равной жесткости, а через нажимные гайки и. несущую ось пропущены подпружиненные стержни, установленные в С-образные сегменты, смонтированные в упомянутые гайки. На фиг. 1 изображен составной валок, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Валок состоит из несущей оси 1 со шпонкой2 для передачи крутящего момента на шайбы 3 и 4. На несущей оси установлены две шайбы 3 в -виде дисков с коническими гребнями и два диска 4, расположенные на концевык участках оси, с конической и цилиндр ческой частями, служащие одновременно буртами и боковыми стенками крайних ручьев трехручьевого калибра, с внешней стороны которых установлен нажимные гайки 5, снабженные фиксаторами. Калодый фиксатор выполнен в виде стержня 6, подпружиненного пр жиной 7 и опертого в С-образный сегмент 8, вмонтированный в нажимную гайку. При помощи нажимных гаек осуществляют изменение расстояния между шайбами, а фиксаторы исключают скручивание гаек в процессе прокатки. Между шайбами на оси установлены пружины 9 равной жесткости, которые позволяют изменить расстояние между шайбами на одну и ту же величину. Устройство работает следующим образом. При трехручьевой прокатке квадрат ной заготовки J00X100 мм исходная заготовка 410-200 мм прокатывается в черновых клетях, где установлены валки предлагаемой конструкции. Расстояние между шайбами 3 и 4, образующими трехручьевой калибр, составляет 141 мм, что соответствует диагонали квадратной заготовки 100x100 мм В этом калибре два диска 3 выполняют роль разрезных гребней, которые разрезают исходную заготовку на три части и совместно с двумя дисками 4 с цилиндрической и конической частью, являющимися боковыми стенками калибра, формируют три квадратных заготовки. Крутящий момент шайбами 3 и 4 передается посредством 3 шпонки 2, а заданное расстояние между шайбами поддерживается при помощи пружин 9 равной жесткости и гаек 5. При переходе на прокатку заготовки другого типоразмера снимаются фиксирукнчие скобы 8,1 извлекаются пальцы 6и пружины 7. При поворачивании га- ек 5 устанавливается требуемое расстояние между шайбами, при зтом перемещаются шайбы 4 и посредством пружин 9 равной жесткости перемещаются шайбы 3. Благодаря пружинам 9 разной жесткости уменьшение расстояния между шайбами 3, 4 происходит на равную величину. После настройки калибра на новый типоразмер профиля устанавливаются пальцы 6 и пружины 7и закрываются фиксир пащими скобами 8, фиксируя гайки 5 в заданном положении. Валок готов к прокатке другого типоразмера профиля. Формула изобретения Составной валок, содержащий несущую ось, на которую насажены последовательно ряд профилированных подвижных шайб с распорными элементами и нажимные гайки, установленные на концевых участках оси, отличающийся тем, что, с целью обеспечения возможности многоручьевой прокатки различных профилей, на оси дополнительно установлены шайбы, выполненные в вцде дисков с двойной конусностью, при этом в качестве распорных элементов применены пружины равной жесткости, а через нажимные гайки и не(ущую ось пропущены подпруг жиненные стержни, установленные в С-образные сегменты, смонтированные в упомянутые гайки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СПСР № 220932, кл. В 21 В 27/02, 1968. 2.Авторское свидетельство .СССР № 240559, кл. В 21 В 27/02, 1970. , иг. 2
