Известен способ деформации металлической полосы растяжением между вращающимися в разные стороны разведенными валками с огибанием полосой валков.
Отличительная особенность предлагаемого способа состоит в том, что деформацию ведут при соотношении окружных скоростей валков, равном вытяжке полосы. Это позволяет устранить скольжение полосы по валкам и увеличить вытяжку за проход.
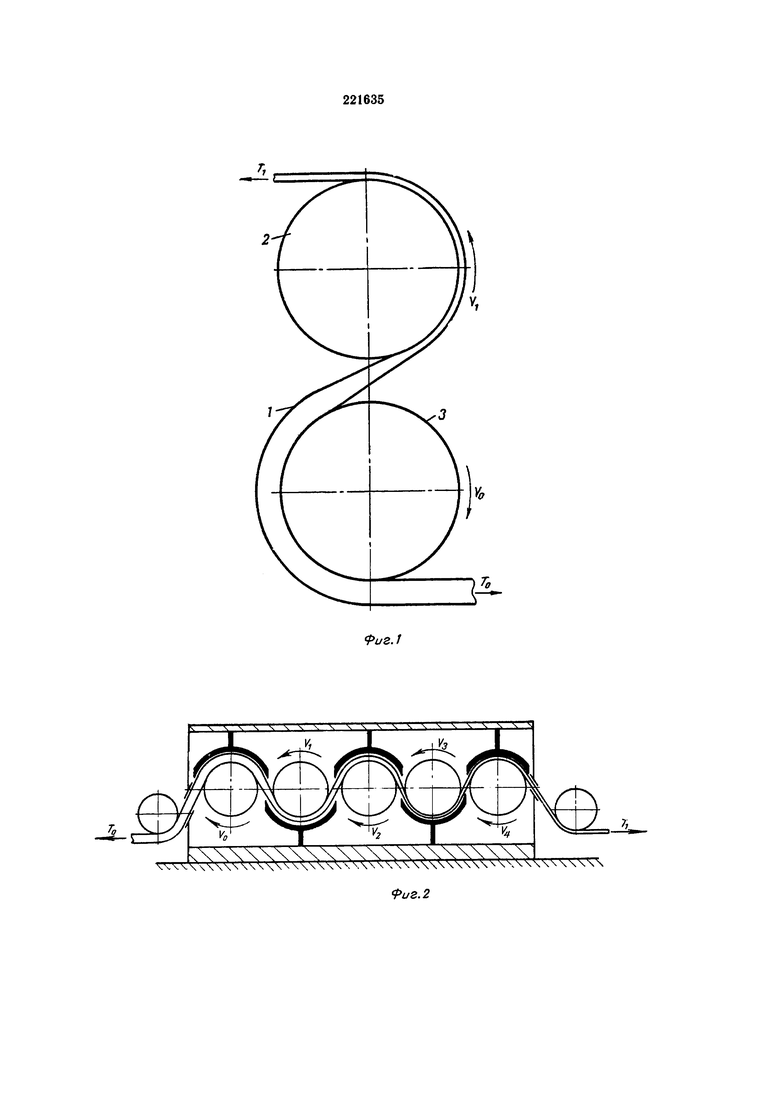
На фиг. 1 показана схема деформации по предлагаемому способу; на фиг. 2 - схема непрерывного процесса.
Деформируемая полоса 1 охватывает валики 2 и 3. К концам полосы приложены усилия T0 и T1 (например, от моталок или от соседних валков), необходимые для создания трения покоя между полосой и валками. Величина усилий определяется известным соотношением Эйлера.
где Рдеф - усилие деформации полосы,
µ - коэффициент трения между полосой и валками,
α - угол обхвата валка полосой.
Деформация полосы растяжением достигается за счет разности окружных скоростей верхнего и нижнего валков, причем вытяжка равна отношению указанных скоростей. При этом между полосой и валком возникает трение покоя. Устранение скольжения полосы по валку резко уменьшает износ валков и их расход, повышает качество поверхности полосы, кроме того, повышается точность проката. Величина вытяжки легко регулируется.
Описанный способ может быть реализован в процессе непрерывной деформации растяжением между несколькими последовательно огибаемыми полосой валками, как это показано на фиг. 2. При этом между окружными скоростями в каждой паре соседних валков устанавливают соотношение, равное вытяжке полосы между этими валками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неприрывной прокатки и стандля ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU687668A1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| Способ очистки металлической полосы от окалины | 1975 |
|
SU560657A1 |
| СПОСОБ ПРОКАТКИ ТРУДНОДЕФОРМИРУЕМЫХ ПОЛОС ПЕРЕМЕННОГО ПРОДОЛЬНОГО ПРОФИЛЯ | 2003 |
|
RU2243832C1 |
| Непрерывный прокатный стан | 1968 |
|
SU298169A1 |
| Способ прокатки | 1967 |
|
SU249330A2 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ деформации полосы непрерывным растяжением | 1988 |
|
SU1639809A1 |
| Способ прокатки металлической полосы | 1989 |
|
SU1839118A1 |
| СПОСОБ ГОРЯЧЕЙ МНОГОПРОХОДНОЙ ПРОКАТКИ РЕССОРНЫХ ПОЛОС | 2013 |
|
RU2532186C1 |
Способ деформации металлической полосы растяжением между вращающимися в разные стороны разведенными валками с огибанием полосой валков, отличающийся тем, что, с целью устранения скольжения полосы по валкам и увеличения вытяжки за проход, деформацию ведут при соотношении окружных скоростей валков, равном вытяжке полосы.
