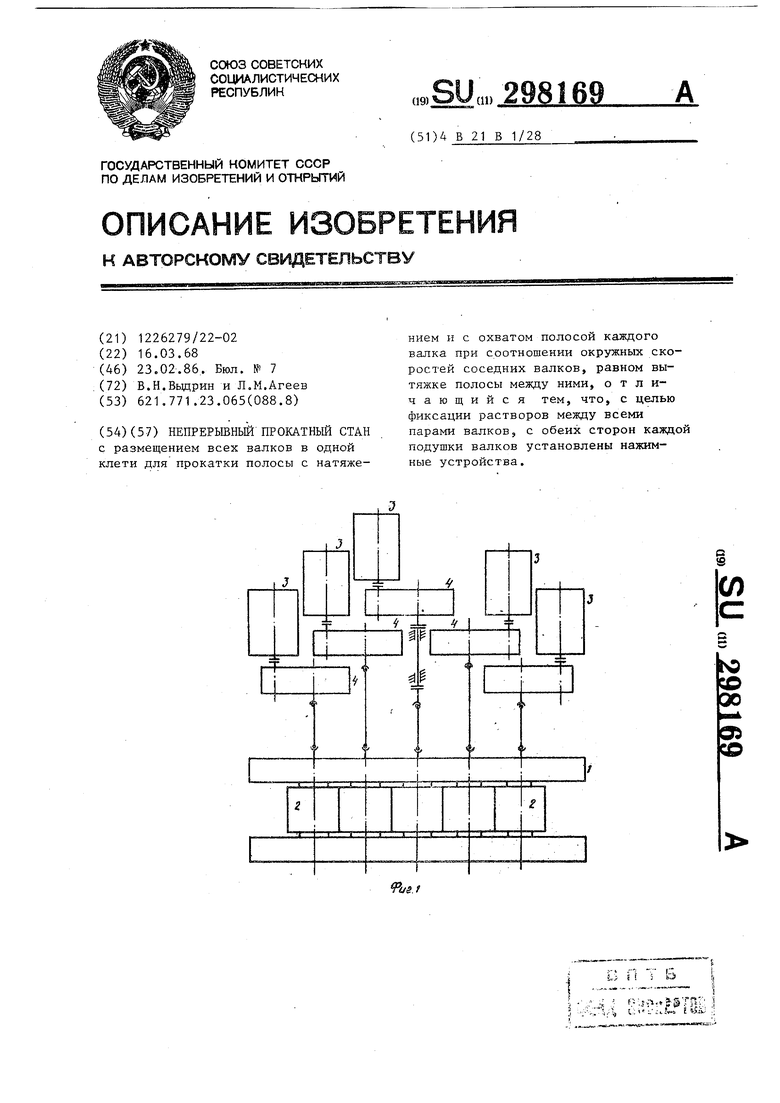
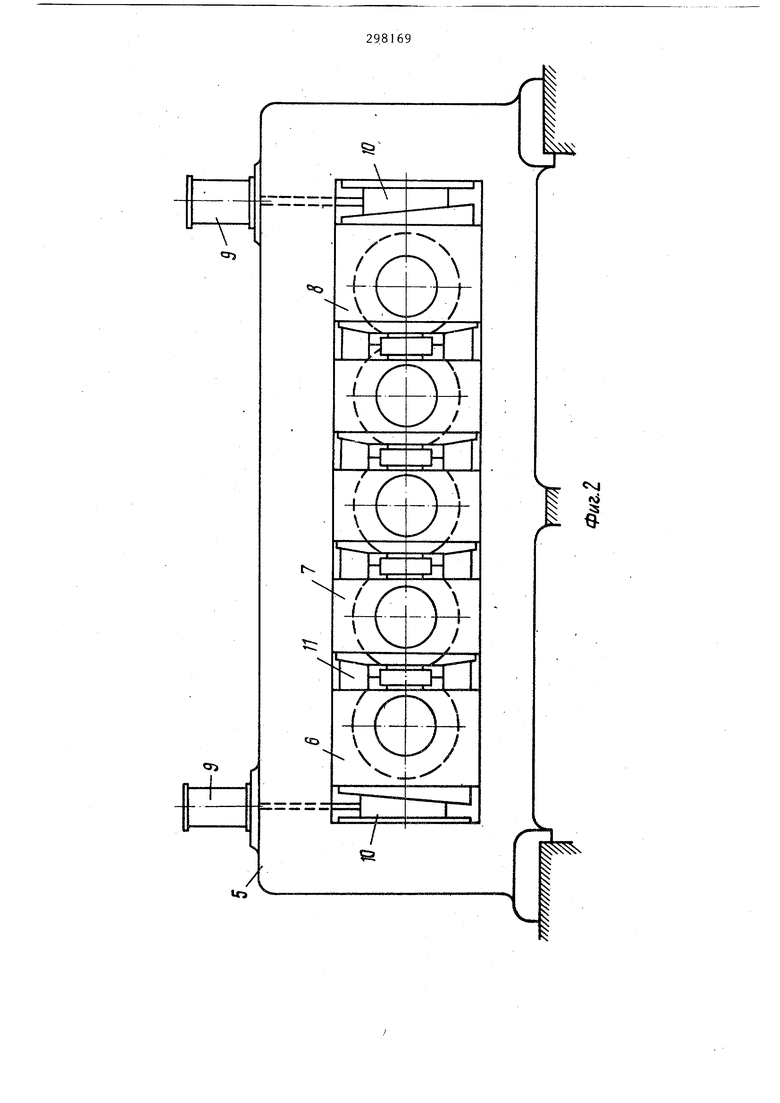
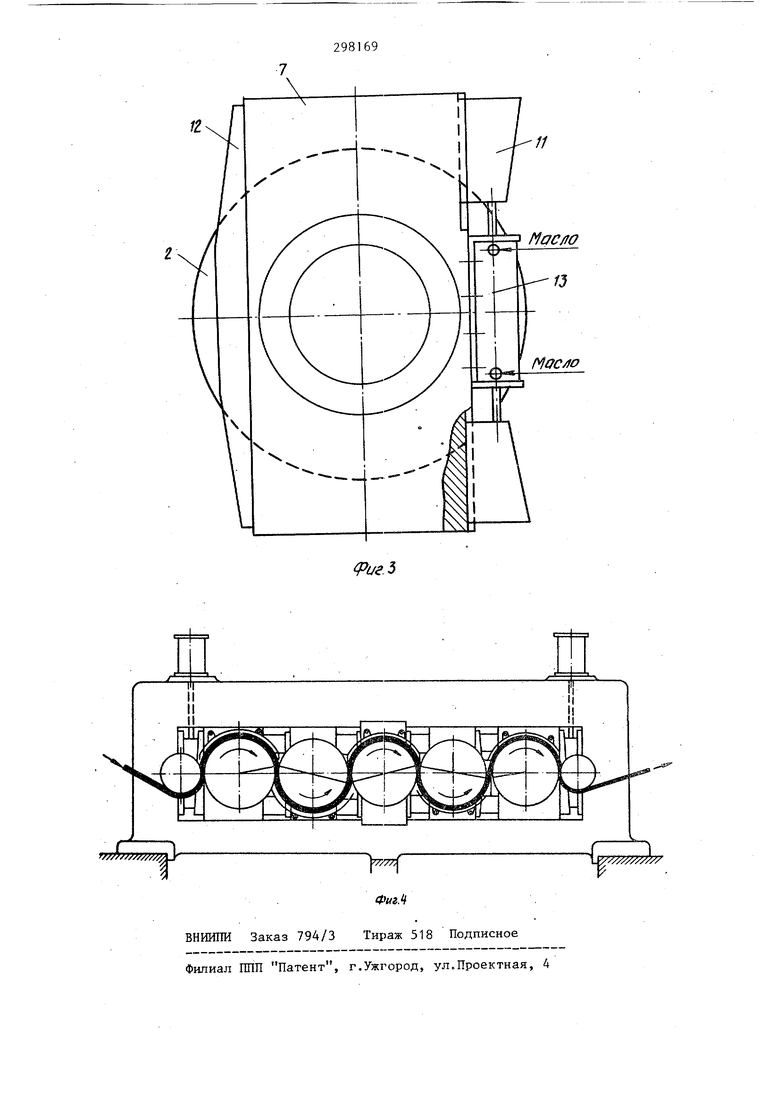
Изобретение относится к прокатному производству, а именно к конструкции прокатных станов для холод ной прокатки листов, лент и полос. Известны конструкции непрерывных прокатных станов, у которых все вал ки размещены в одной клети для прокатки полосы с натяжением и с охватом полосой каждого валка при соотношении окружных скоростей соседних валков, равном вытяжке полосы между ними. Предлагаемый стан отличается тем что с обоих сторон каждой подушки установлены нажимные устройства. Это позволяет фиксировать требуемую величину раствора между всеми парами валков. На фиг,1 дана кинематическая схе ма привода станка; на фиг. 2 рабочая клеть; на фиг. 3 - блок вал ка с подушками; на фиг. 4 - схема прокатки полосы. Предлагаемый стан состоит из рабочей клети 1, прокатных валков 2 с индивидуальным, групповым или диф ференциапьным приводом 3. При индивидуальном приводе каждый валок вращается с помощью двигателей постоянного тока с регулируемым числом оборотов через,редукторы А. При групповом приводе валки связаны через зубчатые передачи с пере даточным отношением от валка к валку, равном вытяжке полосы между ним Клеть 1 состоит из станины 5, вокне которой расположены блоки валков с подушками 6,7,8 силовых нажимных устройств 9 (например гидроцилиндров) с клиньями 10 и про межуточных клиновых нажимных устройств 11 (например гидравлических) Блок валка с подушками содержит собственно валок 2, подушку 7 с на,правляющей 12 клина, нажимные устройства 11 и привод 13 клиньев} например от гидроцилиндра. При прокатке полоса последовательно огибает все валки. Раствор между валками равен толщине выходящего из каждого очага деформации переднего конца полосы. При этом окружная скорость каждого последующего вал,ка больше окружной скорости предыдущего на величину вытяжки полосы между ними, т.е. каждый предыдущий валок является ведомым по отношению к последующему. Прокатка на стане.ведется при скоростном режиме. В каждом очаге деформации на ведущем валке критический угол равен нулю, а на ведомом углу захвата, т.е. на противоположных контактах очага деформации скольжение металла относительно валков и силы трения противонаправлены и. их влияние на процесс деформации взаимно исключается, а следовательно значительно снижается давление металла на валки. Необходимьй раствор между валками устанавливается как при отсутствии полосы в валках, так и в процессе прокатки. При уменьшении раствора в любой . паре валков устройство 9 создает через клин 10 необходимое усилие, превышающее давление прокатки. Одновременно устройство 11 соответствующей пары валков перемещает клинья этого нажимного устройства, и зазор между соседними валками уменьшается на требуемую величину. При этом все блоки валков с подушками, расположенными между клином 10 .и регулируемым валком, перемещаются под давлением силового устройства 9 без изменения расстояния между ними. Увеличение раствора производится в обратном порядке. При наличии холостых валков на стане можно осуществлять процесс прокатки-волочения. Конструкция непрерывного стана позволяет вести прокатку в масляной ванне.
cr
«T
U:
S
J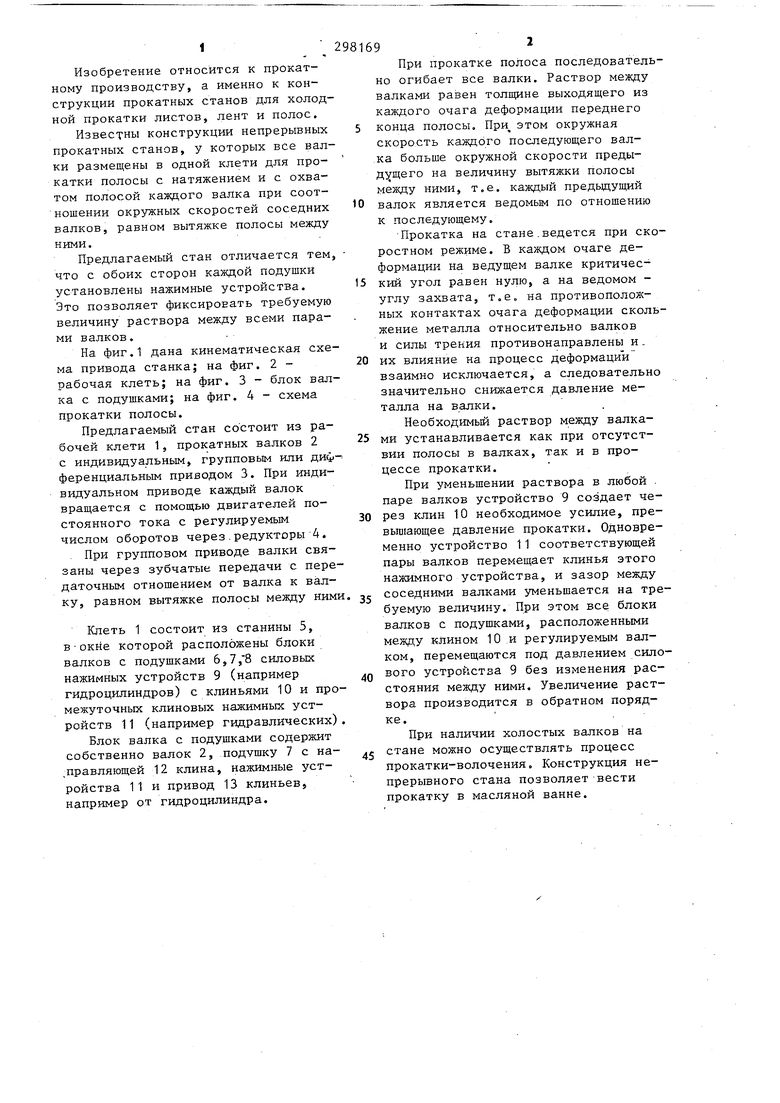
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неприрывной прокатки и стандля ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU687668A1 |
| Способ деформации полосы и прокатный стан для его осуществления | 1988 |
|
SU1600871A1 |
| Устройство автоматического устранения проскальзывания рабочих валков относительно опорных | 1978 |
|
SU774641A1 |
| Непрерывный прокатный стан с попарно-групповым приводом | 1968 |
|
SU267563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| СТАН ДЛЯ ПРОКАТКИ ПОЛОСЫ | 1971 |
|
SU293398A1 |
| Способ прокатки полос | 1982 |
|
SU1061861A1 |
| СПОСОБ ГОРЯЧЕЙ МНОГОПРОХОДНОЙ ПРОКАТКИ РЕССОРНЫХ ПОЛОС | 2013 |
|
RU2532186C1 |
| Устройство для охвата полосойВЕдущЕгО ВАлКА B РЕВЕРСиВНОйпРОКАТНОй КлЕТи | 1979 |
|
SU801924A1 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН с размещением всех валков в одной клети для прокатки полосы с натяжением н с охватом полосой каждого валка при соотношении окружных скоростей соседних валков, равном вытяжке полосы между ними, отличающийся тем, что, с целью фиксации растворов между всеми парами валков, с обеих сторон каждой подушки валков установлены нажимные устройства.