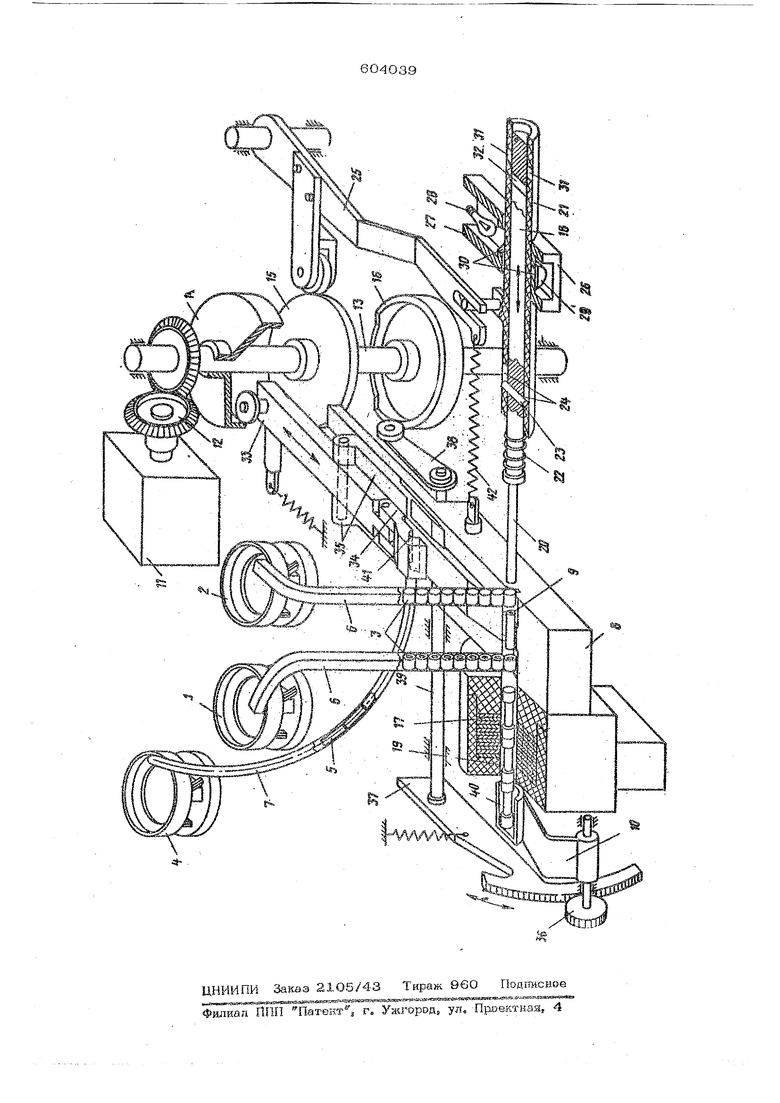
Устройство для сборки металла;еских колпачков с цилиндрическими изоляционными корпусами содержит загрузочные бункеры 1 и 2 для колпачков 3 и бункер 4 для .корпу, сов 5, соединенные лотками 6 и 7 с узлом 5 поштучной выдачи, снабженным основанием 8 с призматическим пазом 9, узел, сборки,. сбрасыватель 1О готовых деталей и приводной механизм И, состоящий на редуктора, соединенного через .«Коническую зубчатуюю
пару 12 с кулачковым валом 13, на котором жестко посажены кулачки 14, 15 и 16,
Узел сборки выполнен в виде индуктора 17 магнитно-импульсной формовки и подпружиненного толкателя 18. Индуктор 1715 представляет собой соленоид с несколькими витками и рабочим каналом 19. Выводьг индуктора соединяются с источником импульсного тока.
Толкатель 18 содержит шток 20, посажен- 20 ный на гильзу 21 и имеющий возможность ограниченного перемещения относительно упомянутой гильзы за счет пружины 22, штифта 23 и паза 24. Толкатель 18 имеет воз можность возвратно-поступательного переме- Э5 щения от привода при помощи рычага 25, кулачка 15 и возвратной пружины
Фотодатчик 26 предназначен для выдачи лектрического сигнала на магнитно-импульс ную формовку колпачков при наличии в рабо- ЗО ем канале 19 индуктора 17 к гнезда сбрасывателя 10 цепочки, например, из трех собранных изделий (цилиндрических корпусов с колпачками). Фотодатчик состоит из корпуса 27, осветительной лампочки 28 и фо- 35 осопротивления 29, Корпус 27 фотодатчика имеет канал, в котором размещается с возможностью возвратно-постутштельного вижения толкатель 18 и два диаметрально расположенных отверстая ЗО в этом канале, 40 ля .прохода светового пучка лампочки 28 на фотосопротивление 29,
Гильза 21 и шток 2О толкателя имеют также диаметрально расположенные отвер.- стия .31 и 32 для прохода светового пуч 45 ка лампочки 28 на фотосопротивление 29 при совмещении отверстий 31 и 32,
Узел поштучной вьщачи снабжен шибером 33 в виде ползуна с шарнирно-оакрепленными на нем подпружиненными планкой 34 50 и двумя отсекателями 35, Причем шибер вместе с Планкой 34 и отсекателями 35 на, ходятся в пазу неподвижного основания 8 (паз не показан) и имеют возможность воз- вратно-поступательно перемещаться от ку- 55 лачка 14 и пружины. Планка 34 и отсекатели 35 служат для пошту1ной отсечки и укладки компонентов изделия в призматический паз 9 основания 8. Призматический паз 9 выполнен ступенчатым на глубину,- рав.- 60
ную толщине стенки ко.Шачй;а, и ицеет плав ный переход с одной грани пава на другую для обеспечения собираемости компонентов изделия,
йснование 8 узла поштучной вьщачи жестко скреплено с индуктором 17 так, что оси призматического лаза 9 и рабочего каныш 19 индуктора совпадают.
Сбрасыватель 1О предназначен для сбро са готового изделия, прошедшего магнитноимпульсную формовку колпачков, и имеет воз можность углового поворота через 7кестко посаженную на нем шестерню от зубчатого сектора 37 и рычага 38 с роликом, жестко посаженных на валик 39 и взаимодействующих от рабочего профиля кулачка 16 и с Боавратной пружиной. Причем сбрасыватель снабжен гнездом 4О для укладки в него готового изделия, при этом гнездо уста новлено соосно с рабочим каналом 19 -индуктора.
Бункеры 1, 2, 4 по транспортирующим лоткам 6 и 7 подают циJ7Индpичecкиe корпуса 5 и колпачки 3 в зону сборки устрой- ства. Шибер 33 при своем ходе вперед и пои помоши имеющегося в планке 34 паза 41 отсекает поштучно цилиндрический корпус 5 из транспортирующего лотка 7 и укладывает его в призматический паз 9 основания 8. Од новременно вместе с шибером 33 двиясутся закрепленные на нем щарнирно два отсекатея 35, которые в конце хода вперед отсекают с двух сторон шибера поштучно колпачки 3 в зоне призматического паза 9,
Таким образом, в призматическом пазу 9 . основания 8 оказываются уложенными два колпачка 3 и между ними цилиндрический корпус 5. Поскольку призматический паз 9 основания 8 выполнен ступенчатым на глубину ступени, равную тохшд ие.стенки коштачка, всё компоненты изделий находятся в.-положении для совместной сборки при движении толкателя 18 в направлении досылки компонентовпредохранитеяя в рабочий канал индук;тора 17,
Шток 2О толкателя при своей движении вперед в направлении рабочего канала 19 индуктора 17 производит в призматическом па; ЗУ 9 поочередную сборку колпачков 3 с корпусом 5, т.е. сначала производится надевание правого колпачка на гхилиндрг-иеский корпус, а затем цилищфический корпус с наяе. тым правым колпачком нанизывается на ле- вый колпачок, чем и закашп-шает-ся операшгя сборки, Прк своем дальнейшем движении вперед толкатель своим штоком 2О досылает собранное изделие (цилиндрический корпус 5 с колпачками 3) в рабочий канал 19 индук тора 17 для магнитно-импульсной формовки. Прш-гам для обеспечения условий свободного
прохождения через призматический паз правого колпачка надетого на цилиндрический корпус, правые ступени призматического паза 9 основания 8 и левый отсекатель 35 снабжены пологими заходными фасками. Неоработанное изделие выталкивает из рабочего канала 19 индуктора 17 уже обработанное по обоим колпачкам изделие (цилиндрический корпус 5 с колпачками 3) и укладывает его в гнездо 40 сбрасывателя 1-О. Таким образом, образованная ueno4KajL.iiaiy iMep, из трех изделий Iцилиндрический корпус 5 с колпач| :ами 3) состоит по стадиям обработки из готового изделия, находящегося в гнезде 40 сбрасывателя Ю, изделия обработанного с одним колпачком и изделия необработанного, наход$адихся в рабочем канале 19 индуктора 17 в момент времени, шток 2О толкателя закошшл свое движе- ние вперед, но магтгтно-импульсная формовка еще не началась.
В момент, когда шток 2О толкателя дослал необработанное изделие (цилиндрический корпус 5 с колпачками 3) в индуктор 17, а обработанное изделие дошло до упора в гнез де 40 сбрасывателя Ю, гильза 21 продолжает свое движение при помощи рычага 25 и пружины- 42 .относительно штока 2О, поскольку усилие- пружины, 42, значительно боль,ше прунсиньг22. В конце хода гильзы 21 отверстия ЗО, 31 и 32 совмещаю-тся для прохода светового вучка от лампочки 28 на фотосопротивление 29. При засветке фотосопротивление 29 вьщает электрический сигнал для запуска источника импульсного тока, соединенного с ивдуктором, в котором соверщается магнитно-импульсная обжимка колпачков. По окончании магнитно-импульсный формовки толкатель 18 возвращается Б исходное положение, s сбрасыватель 10 сбрасывает готовое изделие путем собственного углового поворота при помощи зубчато I-O сектора 37 и рычага 38 с роликом, вза«имодействующего с кулачком 16.
Когда сбрасыватель 1О приходит в исходное положение и гнездо его устанавливается соосно рабочему каналу 19 индуктора 17, цикл повторяется.
Таким образом, за один ход шибера 33 происходит поштучная отсечка из транспортирующих Дотков цилиндрического корпуса.. 5 и .колпачков 3 и укладка их в призматический паз 9, а за один цикл - ход толка теля производится сборка компонентов изде1шя (цилиндрический корпус 5 с колпачками в призматическом .пазу 9 основания 8 и до сылка собранного издел11я в рабочий канал 19 индуктора 17.
Формула изобретен и я
Устройство для сборки ме-талл1гческих. колпачков с цилиндрическими изоляционными корпусами, содержащее загрузочные бункеры,
.соединенные лотками с узлом выдачи в виде шибера, снабженным подпружиненным толкателем, узел сборки со сбрасы вателем и приводной механизм, о т л н ч аю щ е е с я тем, что, с целью псвьплення производительности и качества сборки в нем узел сборки выполнен в виде индуктора маг™ нитно-им,пупьсной формовки, распопоженного между узлом поштучной выдачи и сбрась,ватв лем, а узел поштучн.ой вы.дачн снабжен ползуном, на свободном конце которого шарнирно закреплена подпру к51непнс1,я план,ка с пазом, форма которого соответствует форме цилпнд« рического корпуса, и два шарнкрио-подпружиненных отсекгзтеля для колпачков,
Источники информации, прнкя-тые во внл- мание при экспертизе:
1 Авторское св1щ.етельство ,Мз 159232,
кл, Н О1 Q 1-3/QO, О7.12.63.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки плавких предохранителей | 1977 |
|
SU681475A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для сборки радиодеталей | 1980 |
|
SU920854A1 |
| Устройство для сборки под индукционную пайку резцов из державок и режущих кернов | 1987 |
|
SU1489957A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛЕНИЯ АРМАТУРЫ ОТ РЕЗИНОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2037417C1 |