Известна установка для термической обработки зубьев ленточных пил нагреванием их электрическим током, включающая электроды, одним из которых является основание пилы, механизм продвижения пилы и источник электропитания.
Предложенное устройство отличается от известной установки тем, что, с целью создания надежного контакта между зубьями пилы и электродом, электрод выполнен в виде вращающегося синхронно с поступательным движением пилы диска с гладкой цилиндрической поверхностью из мягкого легкоплавкого металла, например из свинца. Кроме того, устройство может быть снабжено ванной с расплавом того же металла, из которого выполнен наружный слой электрода, и калибрующим роликом.
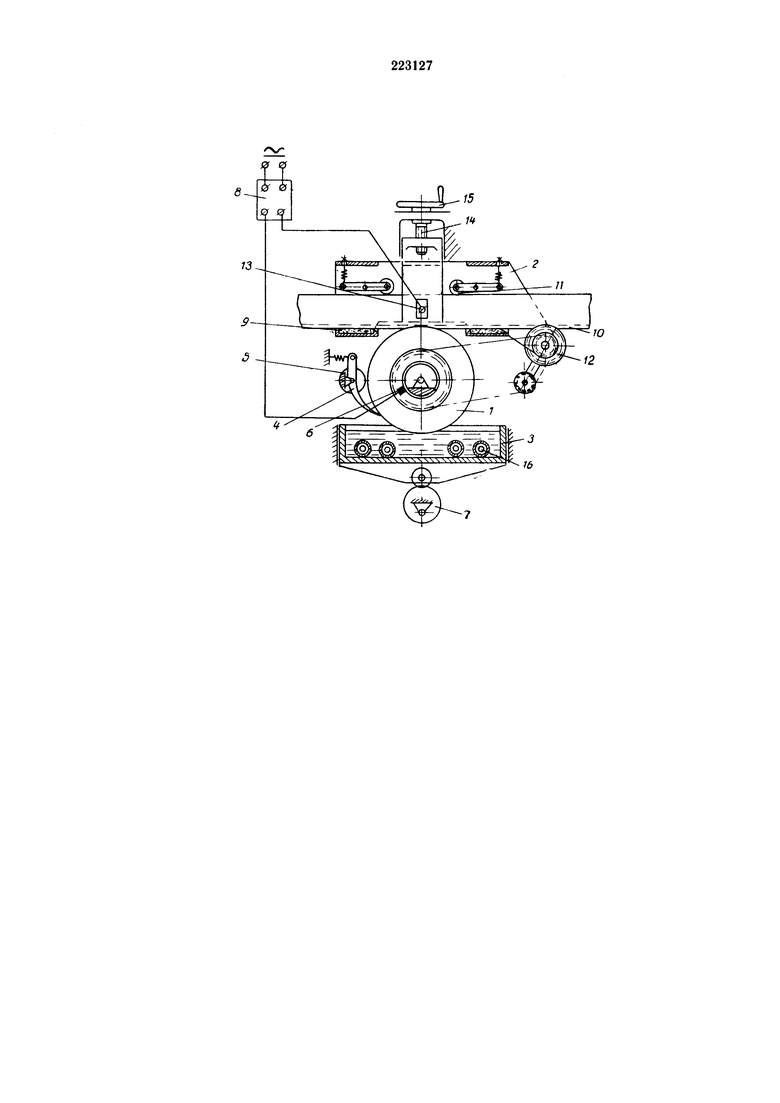
На чертеже схематически изображено описываемое устройство.
Оно содержит охлаждаемый водой диск-электрод 1, головку 2, ванну 3 с жидким расплавом металла, скребок 4, калибрующий ролик 5, токосъем 6, кулачок 7 для обеспечения подъема и опускания ванны и источник 8 электропитания.
Пустотелый диск-электрод 1 имеет на наружной поверхности кольцевую канавку, заполненную мягким легкоплавким металлом, например свинцом. На головке 2 установлены направляющие 9 для обеспечения продвижения пилы 10 по определенной линии, подпружиненные прижимные ролики 11 для прижатия пилы к направляющим, цевочное колесо 12 для обеспечения продвижения пилы, которое связано с диском-электродом при помощи цепной передачи (при этом передаточное отношение выбирают таким, чтобы цевочное колесо обеспечивало продвижение пилы со скоростью, равной окружной скорости диска-электрода), и токосъем 13 для подачи напряжения на основание пилы. Подъем и опускание головки 2 осуществляют винтом 14, вращая его маховик 15. В ванну 3 встроены электронагреватели 16 для разогрева металла. Металл берут такой, каким заполнена канавка диска-электрода.
От двигателя с плавно регулируемой скоростью диск-электрод 1 получает вращательное движение. Посредством цепной передачи вращательное движение получает цевочное колесо 12, которое протягивает пилу 10 со скоростью, равной окружной скорости диска-электрода. При включении двигателя одновременно на основание пилы 10 через щетку токосъема 13 и на диск-электрод через токосъем 6 от источника 8 электропитания подают низкое напряжение. Во время продвижения пилы подходящие зубья контактируют с нанесенным на электрод металлом и через них протекает электрический ток, нагревая их и образуя у вершин зубьев расплав. При дальнейшем продвижении пилы зубья входят в расплав на часть высоты (около 1/3 высоты зуба). Глубину введения зубьев регулируют, перемещая головку 2 с пилой винтом 14. Зубья нагревают до необходимой температуры и после выхода из расплава закаливают под струей охлаждающей среды или на воздухе в зависимости от материала ленты. Скорость вращения диска-электрода и продвижения пилы 10, высоту введения зубьев в расплав и подаваемое напряжение на электроды определяют в зависимости от шага зубьев пилы, толщины ленты и материала, из которого она изготовлена. При включении двигателя одновременно к диску-электроду 1 подводят ванну 3 так, чтобы часть электрода входила в расплав. За время нахождения электрода в расплаве происходит выравнивание следов от зубьев пилы и наплавление некоторого количества металла. Избыток наплавленного металла снимают скребком 4, оставляя при этом припуск для обкатывания калибрующим роликом 5, который получает вращательное движение за счет сил трения наружных поверхностей. Таким образом, происходит обкат и калибрование диска-электрода, т.е. ему придается постоянный размер по радиусу. Контактирование зубьев с расплавом исключает искрения при непрерывной обработке изделия. Для предупреждения возможного искрения при контактировании зубьев с диском-электродом в начальный момент и предупреждения вольтовой дуги в момент отрыва зубьев от расплава щетку 13 токосъема устанавливают так, чтобы она была ближе к основанию зубьев, более погруженных в расплав. В этом случае основной ток протекает через ближайшие к токосъему зубья, так как сопротивление цепи электрическому току до зубьев, входящих в расплав и выходящих из расплава гораздо больше, чем до ближайших. Незначительное искрение, наблюдаемое при отрыве зубьев от расплава, можно устранить введением в электросхему прерывателей, обеспечивающих отключение электротока в момент выхода зуба диска-электрода из расплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1993 |
|
RU2062802C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Устройство для отвода зарядов статического электричества с вращающихся объектов | 2024 |
|
RU2838932C1 |
| СПОСОБ И УСТРОЙСТВО ДИСКОВОГО ДОННОГО СЛИВА СИСТЕМЫ ВОЛКОВА | 2004 |
|
RU2338622C2 |
| Устройство для измерения электромагнитных сил в токопроводящих средах | 1978 |
|
SU709293A1 |
| Способ изготовления деталей сложного и периодического профиля | 1989 |
|
SU1652036A1 |
| СПОСОБ ОЧИСТКИ СТАЛЬНЫХ ИЗДЕЛИЙ ОТ СЛЕДОВ СВИНЦОВЫХ РАСПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2310699C2 |
| БАТАРЕЯ ЭЛЕМЕНТОВ | 1980 |
|
SU1840836A1 |
| СПОСОБ ОЧИСТКИ СТАЛЬНЫХ ИЗДЕЛИЙ ОТ СЛЕДОВ СВИНЦОВЫХ РАСПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2504603C1 |
| УСТРОЙСТВО ТОКОПОДВОДА К ЭЛЕКТРОДУ ДЛЯ ЭЛЕКТРОЛИЗА РАСПЛАВЛЕННЫХ СОЛЕЙ | 1990 |
|
RU2041295C1 |
1. Устройство для термической обработки зубьев ленточных пил, включающее электроды, механизм продвижения пилы и источник электропитания, отличающееся тем, что, с целью создания надежного контакта между зубьями пилы и электродом, электрод выполнен в виде вращающегося синхронно с поступательным движением пилы диска с цилиндрической поверхностью, покрытой мягким легкоплавким металлом.
2. Устройство по п. 1, отличающееся тем, что оно снабжено ванной с расплавом того же металла, из которого выполнен наружный слой электрода, и калибрующим роликом.
