Известны автоматические устройства для раскроя металла, содержащие фотодатчики, измерительные и исполнительное устройства.
Предложенное устройство отличается от известных тем, что в нем установлены подключенные к блоку измерения длины раскатов металла вычислительное устройство и блок определения положения упора, причем датчик реза непосредственно, а датчик положения упора через блок определения положения упора подключены к вычислительному устройству, выход которого подсоединен к блоку определения положения упора, управляющему исполнительным механизмом. Это позволяет значительно повысить точность раскроя групп раскатов и снизить отходы металла.
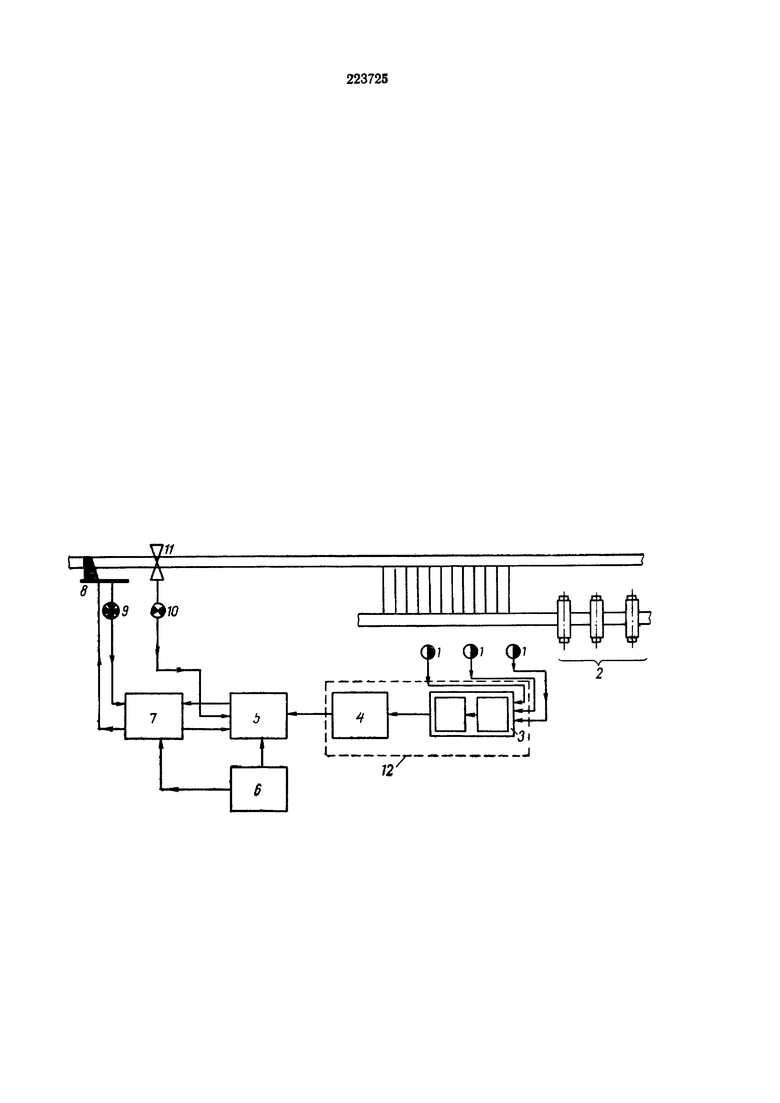
Блок-схема устройства представлена на чертеже.
Система синхронного раскроя групп раскатов состоит из фотодатчиков 1, расположенных за чистовой клетью 2 первой группы непрерывно-заготовочного стана, измерительного устройства 3, устройства 4 определения расчетной длины, вычислительного устройства 5, пульта управления 6, блок 7 определения положения упора 8, регистрирующего датчика 9 положения упора и датчика реза 10 ножниц 11 нижнего реза.
Устройства 3 и 4 образуют блок 12 измерения длины раскатов металла.
Измерительное устройство 3 служит для определения длины раскатов металла и запоминания всех длин раскатов, группируемых в пакет.
Определение длины раскатов основано на вычислении скорости прохождения металлом базового расстояния и экстраполяции ее на переменную часть раската. В этом блоке учитывается изменение скорости выхода раската из чистовой клети непрерывно-заготовочного стана.
Вычислительное устройство 5 служит для определения раскройного плана групп раскатов по минимальной из всех длин раскатов, принадлежащих одной группе. Определение этой длины осуществляется в устройстве 4, где одновременно учитывается технологически необходимая обрезь раскатов.
Исполнительным устройством является упор 8 ножниц 11, который отрабатывает положение, соответствующее номинальной длине заготовки и вычисленной длине заготовки с учетом допускаемого укорочения.
Связь вычислительного устройства с исполнительным устройством осуществляется через устройство 7 определения положения упора, которое управляет последним по командам с пульта управления 6 и от датчика 9 положения упора.
По мере выхода металла из клети 2 непрерывно-заготовочного стана последовательно срабатывают фотодатчики 1, которые позволяют в устройства 3, определить величину скорости выхода металла из клети на известном заранее базовом расстоянии, переменную часть раската и вычислить по этим данным полную длину раскатов в пакете.
Перед раскроем плавки оператор устанавливает на пульте управления 6 номинальную длину заготовок и максимально допустимое их укорочение. Блок 7 отрабатывает положение упора 8, соответствующее номинальной длине заготовки. Фактическое положение упора 8, зарегистрированное датчиком 9, поступает в вычислительное устройство 5.
Измеренная длина раскатов, фактическое положение упора 8 и допустимое укорочение заготовки позволяют определить раскройный план, т.е. минимальную величину укорочения всех заготовок с тем, чтобы последние заготовки оказались в пределах допуска. После отработки величины укорочения новое, фактическое положение упора 8 учитывается вычислительным устройством 5 и используется для корректировки раскройного плана величины укорочения при реализации раскроя.
Рассчитанное число резов контролируется вычислительным устройством 5 по сигналам от ножниц 11 при помощи датчика реза 10.
По окончании раскроя пакета вычислительное устройство 5 выдает в блок 7 сигнал выполнения раскроя, и блок 7 возвращает упор 8 в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Система управления раскроем раскатов металла на режущем механизме непрерывно-заготовочного стана | 1979 |
|
SU836869A1 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| Устройство для безотходного раскроя металла | 1970 |
|
SU382484A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| Устройство для раскроя пакетовСОРТОВОгО пРОКАТА | 1978 |
|
SU801991A1 |
| Устройство для раскроя раскатов впАКЕТАХ | 1978 |
|
SU841810A1 |
Автоматическое устройство для синхронного раскроя группы раскатов на непрерывно-заготовочных станах, содержащее блок измерения длины раскатов металла, исполнительное устройство, выполненное в виде упора с датчиком его положения, и датчик реза, отличающееся тем, что, с целью повышения точности раскроя групп раскатов, в нем установлены подключенные к блоку измерения длины раскатов металла вычислительное устройство и блок определения положения упора, причем датчик реза непосредственно, а датчик положения упора через блок определения положения упора подключены к вычислительному устройству, выход которого подсоединен к блоку определения положения упора, управляющему исполнительным механизмом.
