Известен способ замера натяжения трубы между клетями редукционного стана при помощи датчиков, установленных на станинах клетей. Усилия натяжения определяются посредством измерения горизонтальных сил, действующих на все клети стана с последующим их суммированием.
Предлагаемый способ отличается от известного тем, что, с целью замера истинного усилия натяжения трубы между любыми свободно перемещающимися вдоль оси прокатки клетями, натяжение фиксируют при контакте клетей друг с другом.
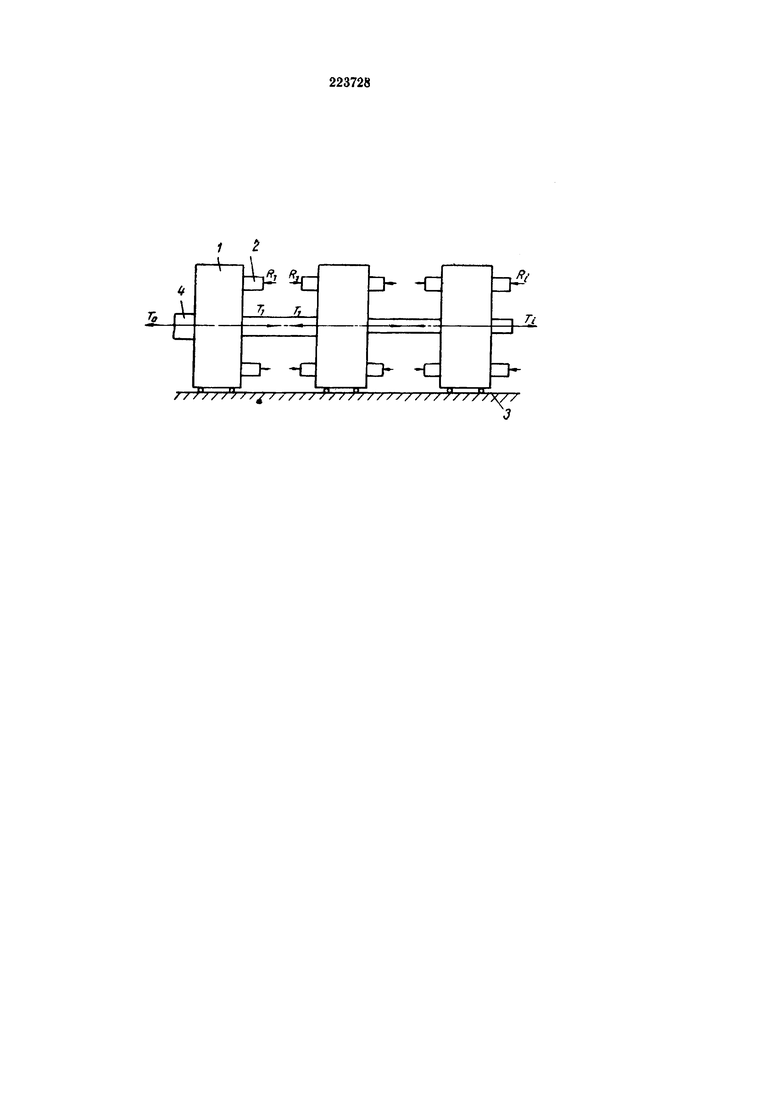
На чертеже показана схема сил, действующих на клеть редукционного стана.
В редукционном стане, для которого предложен данный способ замера натяжения, клети свободно набираются в кассеты и стягиваются пружинами при помощи штанг, находящихся вне клетей. При этом клети 1 плотно соприкасаются через опорные шайбы 2 в нескольких точках. Клети свободно перемещаются вдоль направляющих станины 3 в кассете. При замере натяжения опорные шайбы 2 между двумя соседними клетями заменяют датчиками. Для разового замера используют тензометрические датчики сопротивления, наклеенные на втулки и вставляемые вместо опорных шайб, для постоянного контроля натяжения - месдозы постоянного действия.
На первую клеть при бесконечном редуцировании действуют T0 - заднее натяжение, T1 - переднее натяжение и R1 - реакция опоры.
Из условия T0-R1+Т1=0 для любой R1=T1-Т0 клети аналогично Ri=Ti-T0 с учетом усилия сжатия Q клетей в кассете Ri=Ti-Т0+Q.
Использование предлагаемого способа замера усилия сжатия клетей и величины натяжения между клетями в процессе прокатки позволяет упростить способ замера натяжения и непосредственно получать истинную величину силы, приложенной к трубе 4, между двумя соседними клетями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия клети прокатного стана | 1989 |
|
SU1708461A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |
| Непрерывный трубопрокатный стан | 1988 |
|
SU1755977A1 |
| Устройство для измерения натяжения полосы между клетями непрерывного сортового прокатного стана | 1989 |
|
SU1673234A1 |
| Редукционный стан | 1979 |
|
SU822935A1 |
| Способ холодной прокатки в клети Кварто | 1989 |
|
SU1667954A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466807C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1971 |
|
SU293647A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Способ настройки приводных рабочих валков в четырехвалковой клети прокатного стана | 1986 |
|
SU1372726A1 |
Способ замера натяжения трубы между клетями редукционного стана при помощи датчиков, установленных на станинах клетей, отличающийся тем, что, с целью замера истинного усилия натяжения трубы между соседними свободно перемещающимися вдоль оси прокатки клетями, усилие натяжения фиксируют при контакте клетей друг с другом.
