1459770
Изобретение относится к обработке металлов давлением, в. частности к штампам для обработки листового материала.
Цель изобретения - повышение качества деталей путем предотвращения потери ориентации отделяемой части материала относительно Hos:a,
На чертеже изображен штамп в кон- ю Формула изобретения це рабочего хода.
I Штамп совмещенного действия со- 1. Штамп совмещенного действия, держит вертикальную плиту 1 с пуансо- содержащий в одной части пуансон, ;ном 2 и нижнюю плиту 3 с матрицей 4 а в другой части - матрицу с рабочим и деталью 5, поддерживающей вырубае- 15 окном для .разделения листового ма- мые заготовки, имеющей режущую кром- териала и расположенные в нем деудаления из зоны резания, в конечном положении деталь 5 упирается в плиту 3 и разрезает заготовку 13 на детали 1,4.
Внедрение изобретения позволит по высить качество деталей за счет пред отвращения потери их ориентации.
ку 6 (и выполняющей кроме функции поддержки функцию разрезного ножа), Натрица 4 имеет рабочий поясок 7 и провальное окно 8, Деталь 5 подпружинена пружиной 9 и имеет опорную Плоскость 10 и ограничитель 11 исход™. його положения. В исходном положении режущая кромка 6 расположена относи- (гельно зеркала матрицы 4 с зазором, Йе превышающие толщину материала, Высота детали 5 меньше расстояния от плиты 3 до рабочего пояска 7 по Крайней мере на толщину материала 12.
Вырубаемая заготовка обозначена йозицией 13, деталь - позицией 14, Штамп работает следующим образом. Материал 12 устанавливают на зер- лапо матрицы 4, .При рабочем ходе подвижная плита 1 вместе с пуансоном 2 перемещается вниз, происходит выруб- jta заготовки 13. В процессе дальнейшей работы происходит накопление ... заготовок 13 в рабочем пояске 7 матрицы 4. Заготовки 13, перемещаясь вниз в полости матрицы 4, перемещают деталь 5 вниз до упора в плиту 3. Пружина 9 поджимает деталь 5 к заготовкам 13 и обеспечивает этим прижим и точную ориентацию их при разрезке, При движении вниз заготовки 13 выходят из рабочего пояска 7 матрицы 4 не менее, чем на одну толщин исход- 5-1ОГО материала 12 с целью л п1щего их
таль, поддерживающую отделяемую часть материала и расположенную с возможностью контакта своей опорной поверх20 ностью с несущей ее частью, и нож для разрезки отделяемой части материала, отличающийся тем, что, с целью повышения качества деталей путем предотвращения потери
25 ориентации отделяемой части материала относительно ножа, режущая кромка ножа расположена на торце поддерживающей детали, обращенной к пуансон.у, и эта деталь расположена с возмож3Q ностью перемещения параллельно оси давления штампа и оснащена упругим элементом, усилие которого направлено к пуансону, а.торец с режущей кромкой поддерживающей детали в исходном положении размещен с зазором относительно зеркала матрицы,
2, Штамп ПОП.1, отличающийся тем, что поверхность рабочего окна матрицы выполнена с рабочим пояском и про)зальным отверстием, а размер поддерживающей детали от ее опорного торца до режущей кромки в направлении, параллельном оси давления штампа, меньше размера от рабочего пояска матрицы до поверхности контакта части штампа с поддерживающей деталью в том же направлении.
35
40
45
удаления из зоны резания, в конечном положении деталь 5 упирается в плиту 3 и разрезает заготовку 13 на детали 1,4.
Внедрение изобретения позволит повысить качество деталей за счет предотвращения потери их ориентации.
таль, поддерживающую отделяемую часть материала и расположенную с возможностью контакта своей опорной поверх0 ностью с несущей ее частью, и нож для разрезки отделяемой части материала, отличающийся тем, что, с целью повышения качества деталей путем предотвращения потери
5 ориентации отделяемой части материала относительно ножа, режущая кромка ножа расположена на торце поддерживающей детали, обращенной к пуансон.у, и эта деталь расположена с возможQ ностью перемещения параллельно оси давления штампа и оснащена упругим элементом, усилие которого направлено к пуансону, а.торец с режущей кромкой поддерживающей детали в исходном положении размещен с зазором относительно зеркала матрицы,
2, Штамп ПОП.1, отличающийся тем, что поверхность рабочего окна матрицы выполнена с рабочим пояском и про)зальным отверстием, а размер поддерживающей детали от ее опорного торца до режущей кромки в направлении, параллельном оси давления штампа, меньше размера от рабочего пояска матрицы до поверхности контакта части штампа с поддерживающей деталью в том же направлении.
5
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ЗЕНКОВАННЫХ ОТВЕРСТИЙ В ЛИСТОВЫХ ДЕТАЛЯХ | 1966 |
|
SU224460A1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
| Штамп последовательного действия | 1990 |
|
SU1785470A3 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| Штамп для обрезки отходов | 1984 |
|
SU1303224A1 |
| Штамп для резки листового материала | 1984 |
|
SU1148727A1 |
| Штамп для деформирования и отделения заготовок | 1988 |
|
SU1668006A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала. Цель - повышение качества деталей путем предотвращения потери ориентации отделяемой части материала относительно ножа. Штамп содержит верхнюю плиту 1 с пуансоном 2 и нижнюю плиту 3 с матрицей (М) 4 и поддерживающей деталью (ПД) 5. М 4 имеет рабочий поясок 7 и провальное отверстие 8. На торце ЦД 5 имеется режущая кромка (РК) 6 для разрезки заготовок 13. В исходном положении ПД 5 ее РК 6 расположена с зазором относительно зеркала М 4. В нижнем положении ПД 5 ее РК 6 расположена ниже рабочего пояска 7. При вырубке заготовок 13 они поддерживаются при своем перемещении ПД 5. Последняя доходит до плиты 3. При вырубке следующих заготовок 13 заготовка, примыкающая к ПД 5, разрезается. 1 з.п. ф-лы, 1 ил. ф (Л 4; СП со sj -vj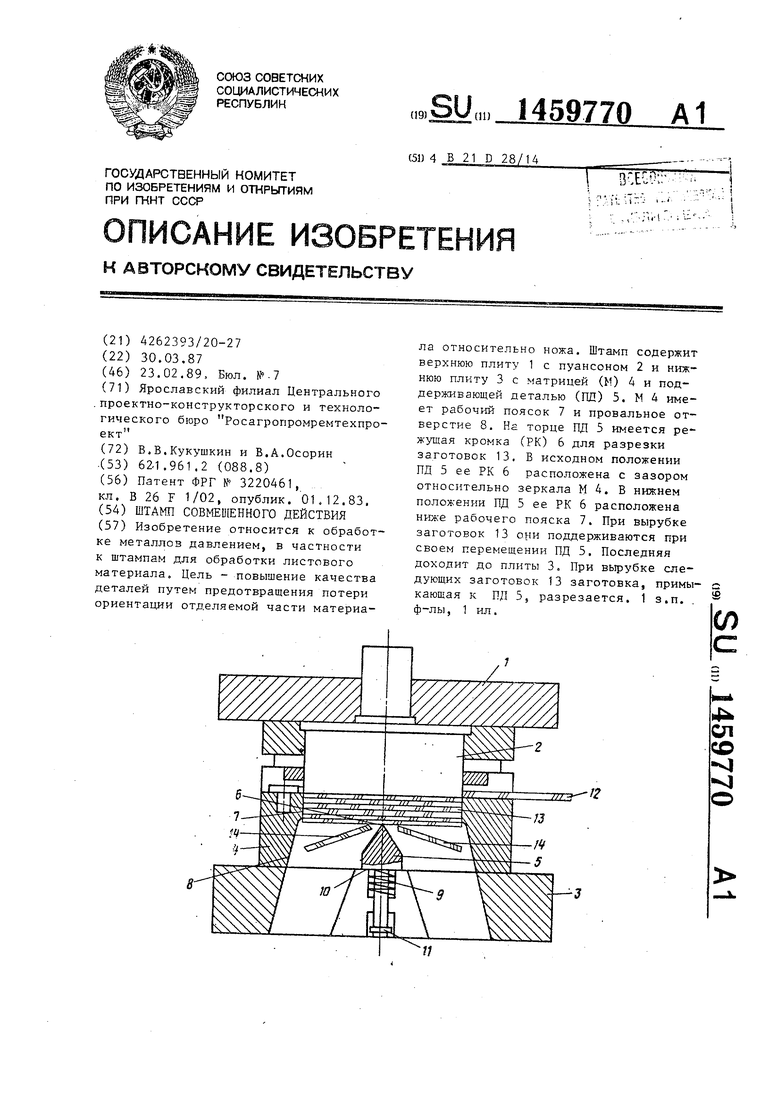
| Патент ФРГ № 3220461, кл, В 26 F 1/02, опублик | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
