1
Изобретение относится к трубосварочному производству, а точнее к производству электросварных труб конечной длины.
Изобретение более эффективно может быть использовано для реконструкции старых и создании новых сборочно-сварочных линий. В настоящее время процесс изготовления трубных заготовок на сборочно-сварочных станах производится по следующей технологии.
С приемного рольганга трубная заготовка цепным заталкивателем подается передним концом на расширитель для образования зазора между кромками. Затем заталкиватель останавливается и производится подъем заготовки и ее вращение вокруг продольной оси подъемно-поворотными роликами до положения, когда стык кромок установится на оси сварки. Это положение фиксируется направляющим ножом, который опускается в щель
между кромками, образованную расширителем. После чего трубная заготовка опускается на ролики и там же цепным заталкивателем подается на сварочную клеть. При этом цепной заталкиватель перемещает заготовку относительно сварочной аппаратуры и выдает сварочную трубу на выходной рольганг. По окончании сварки и выдачи трубы на .выхбдной рольганг последующая захватка цепного заталкивателя устанавливается в исходное положение и задает трубную заготовку на расширитель. Такая технология не позволяет повысить производительность стана.
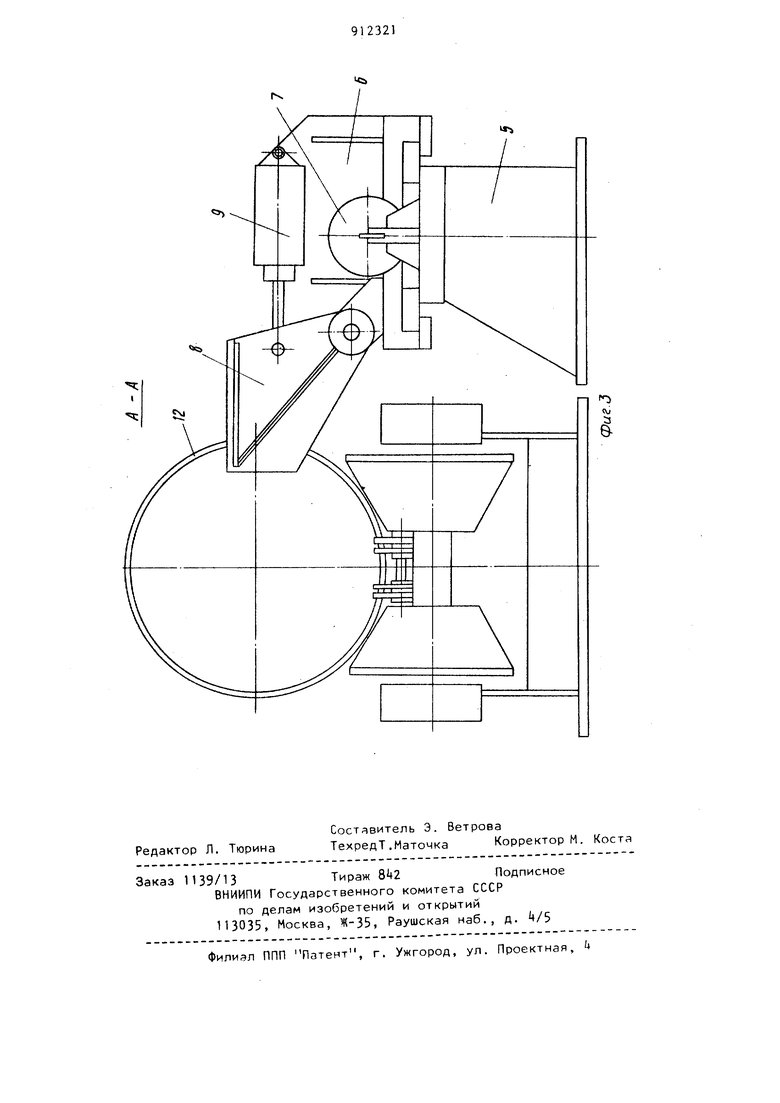
Известен стан для сборки и схрчрки прямошовных труб проходного типа, содержащий приемный рольганг, ориентирующее устройство, цепной заталкиватель, сварочное устройство и выходной рольганг. Процесс осуществляется следующим образом. Сформованные цилиндрические заготовки поступают 39 на приемный рольганг и заталкивдтелем задаются на расширитель. При этом если направляющий нож не вошел в щель трубной заготовки, образованной расширителем, она поднимается подъемно-поворотными роликами и кантуется до установки разъема кромок по оси сварочного устройства. Далее заготовка, фиксируемая направляющим ножом, опускается на рольганг и тем же цепным заталкивателем подается в сварочное устройство Li J. Недостаток известного стана для сварки труб заключается в том, что он оснащен одним цепным заталкивателем, которым невозможно обеспечить одновременного перемещения предыдущей трубной заготовки в процессе сварки и задачи последующей за готовки на расширитель, так как требуется остановка заталкивателя на время ориентирования заготовки стыком кромок по оси сварки, что ведет к потере производительности. Цель изобретения - повышение производительности сборочно-сварочного стана за счет обеспечения возможнос ти совмещения операции сварки предыдущей трубы и подготовки к сварке последующей трубы. Поставленная цель достигается за счет того, что стан для сборки и сварки труб проходного типа, включающий приемный рольганг, ориентиру ющее устройство, цепной заталкиватель, сварочное устройство и выходной рольганг, снабжен дополнительным заталкивателем, перемещающимся вдоль оси стана параллельно цепному заталкивателю и нeзaвиcи 1o от него. Такое конструктивное выполнение стана для сборки и сварки труб позв ляет осуществить одновременную свар ку трубной заготовки и подготовку к сварке последующей заготовки за сче того, что в процессе сварки заготов перемещается основным цепным заталкивателем в то время, как для задачи последующей заготовки на расшири тель используются дополнительный за талкиватель и ориентирование загото ки происходит до установки захватки заталкивателя в исходное положение. Таким образом, основной заталкивате работает непрерывно, что сокращает вспомогательное время. Кроме того, дополнительный заталкиватель имеет возможность перемещения незавмсимо от основного заталкивателя, итс обеспечивает надежность транспортировки заготовки в процессе сварки . На фиг. 1 схематично изображен стан для сварки и сборки труб; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А нз фиг. 1. Стан для сборки и сварки труб i:nc тоит из рольганга 1, с которого трубная заготовка 2 поступает на приемный рольганг 3, заталкивлтсля , содержащего станину 5 с подви;ч1-к.ч1 кареткой 6, перемещающейся от irn.вода 7- На каретке 6 установленст откидная захватка 8 с приводом 9, при помощи которой трубная заготовка 2 задается на расширитель 10 с ориентирующим устройством 11 для точной ее установки продольными кромками 12 по оси сварки, фиксируемой направляощим ножом 13. При этом кантовка заготовки 2 производится кантующими роликами , установленными в районе приемного рольганга 3. Стан также содержит сварочную клеть 15, через калибр которой трубная заготовка 2 проталкивается цепным заталкивателем 1б. Цепь с захватками 17 проходит через приемный рольганг 3 и сварочную клеть 15 и выдает трубу на выходной рольганг 18. Устройство работает следующим образом. Трубная заготовка 2 по рольгангу 1 поступает на приемный рольганг 3 с кантующими роликами 1 и заталкивателем 4 задается на расширитель 10 для образования гарантированного зазора под направляющий нож 13. Затем трубная заготовка 2 поднимается и кантуется вокруг продольной оси кантующими роликами 1 до западания направляющего ножа 13 в образовавшуюся щель, фиксирующую положение заготовки относительно оси сварки, После чего заготовка 2 опускается на рольганг 3 и проталкивается цепным заталкивателем 16 через калибр сварочной клети 15. Последующая заготовка подается следом за предыдущей до расширителя 10. Как только предыдущая заготовка сходит с расширителя 10 откидная захватка 8 загалкивиеля 4 устанавливается в исходное положение и производится подача заготовки на расширитель . Далее т ггод5нимается каитуощими роликами 14 и контуется до заплдания направляющего ножа 13 в щель между кромками и опускается на ролики рольганга 3Эти операции происходят за время подхода последующей захватки .17 заталкивателя 16 в исходное положение. Захватка 17, не прекращая движения, захватывает заготовку и з дает ее в сварочную клеть. Захватка 8 вспомогательного заталкивателя 4 после задами заготовки 2 на расширитель 10 откидывается приводом 9 в исходное положение и каретка 6 при помощи привода 7 по направляющим станины 5 возвращается в исходное положение. Экономическая эффективность от применения стана для сборки и сварк труб заключается в совмещении опера ций сварки предыдущей трубы ориентации и раздачи переднего конца пос ледующей трубной заготовки и опреде 16 ляется как увеличение производительности стана. Формула изобретения Стан для сборки и сварки прямошовных труб проходного типа, содержащий приемный рольганг, ориентирующее устройство, цепной заталкиватель, сварочное устройство и выходной рольгпнг, отличающийс я тем, что, с целью повышения производительности за счет обеспечения возможности совмещения операции сварки предыдущей трубы и подготовки к сварке последующей трубы, стан снабжен дополнительным заталкивателем, перемещающимся вдоль оси стана параллельно цепному заталкивателю и независимо от него. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 61710 4, кл. В 21 С 37/08, 1976 (прототип).
1J.
;й
1
Й5
--Uh, К
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
| Стан для изготовления прямошовных труб | 1990 |
|
SU1755991A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБНЫХ ЗАГОТОВОК ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2006 |
|
RU2321484C1 |
| Линия для производства сварных прямошовных труб большого диаметра | 1990 |
|
SU1754260A1 |
| Способ ориентации трубной заготовки при задаче ее в сварочный стан и устройство для его осуществления | 1989 |
|
SU1697920A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| С. П. Сидоренко| ^ TiKt'li''!':'':'''^- ^ | 1970 |
|
SU263549A1 |