Изобретение относится к производству электросварных труб и может быть использовано в трубоэлектросварочных цехах для изготовления труб среднего диаметра.
Целью изобретения является повыше- ние качества сварного соединения за счет обеспечения точной установки несваренного или предварительно сваренного стыка кромок заготовки по оси сварки, сохране- .ние точного положения заготовки в процес- се сварки по всей ее длине и обеспечение строго постоянной заданной скорости сварки.
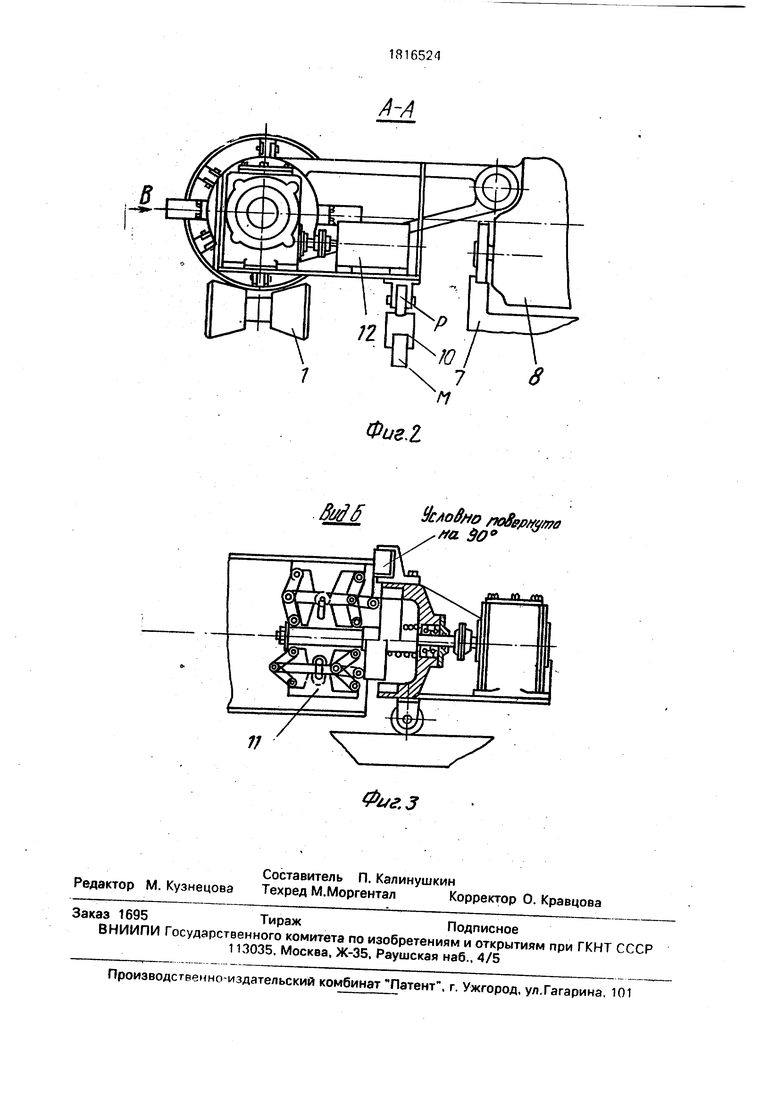
На фиг. 1 представлены стан и поворотный механизм, общий вид; на фиг.2 - сече- ние А-А на фиг.1; на фиг.З - вид по стрелке Б на фиг.2.
Стан СПД&Р.ЖИТ входной рольганг 1, подъемно-поворотные холостые ролики 2, входную тянущую йлеть 3, выходную тяну- щую клеть. 4 с горизонтальными валками, снабженными приводом 5, и размещенную между ними валковую сварочную клеть 6. Параллельно входному рольгангу 1 размещены специальные направляющие 7, снаб- женные приводной тележкой 8, несущей шарнирно скрепленный с ней рычаг 9, опирающийся через ролик (Р) на направляющую линейку 10с механизмом ее подъема и опускания (М) и несущий раздвижной захват 11 с приводом 12 его вращения,
Стан работает следующим образом.
Заготовка поступает на входной рольганг 1 и подъемно-поворотными роликами 2 поднимается над рольгангом 1. Одновременно с помощью направляющей линейки 10, воздействующей на рычаг 9, разжимной захват 11 устанавливается соосно с заготовкой и с помощью тележки 8 подается вперед до входа в заготовку. Захват 11 раздвигается до упора во внутреннюю поверхность заготовки, включается привод 12 его вращения и заготовка поворачивается на роликах до тех пор, пока стык кромок не совместится с продольной вертикальной плоскостью, проходящей через ось сварки. После этого заготовка, удерживаемая захватом 11, опускается (одновременно опускается и направляющая линейка 10) и включением привода тележки 8 подается во входную тянущую клеть 3 и далее в сварочную клеть 6.
При сварке заготовок, имеющих зазор между кромками, верхний валок входной тянущий клети 3 может быть снабжен разрез- ной шайбой, входящей в зазор между кромками. Тем самым обеспечивается жесткая фиксация стыка. В этом случае толкание заготовки тележкой 8 может быть прекращено после входа переднего конца заготовки в сварочную клеть 6. Если проце сс сварки идет нормально, захват 11 освобождает заготовку и тележка 8 возвращается в исходное положение. Если же имеет место отклонение стыка кромок от оси сварки, то дополнительным поворотом захвата 11 устраняют это отклонение. При необходимости сварки заготовки, предварительно сваренной технологическим швом, верхний валок входной тянущей клети 3 должен быть гладким, а в этом случае жесткая фиксация стыка в тянущей клети 3 не всегда обеспечивается. Поэтому в данном случае захват 11 не освобождает заготовку, а удерживает ее вплоть до входа заднего конца заготовки в тянущую клеть 3. Только после этого захват 11 освобождает заготовку и тележка 8 возвращается в исходное положение. В случае, если в момент возврата тележки 8 на рольганг 1 поступила или поступает новая заготовка, то направляющей линейкой 10 рычаг 9 поднимают настолько, чтобы закрепленный на его конце захват 11 с приводом 12 оказался выше заготовки и тележка 8 могла беспрепятственно вернуться в исходное положение. Таким образом на всех стадиях процесса (разворот заготовки, укладка на рольганг, подача на сварку и сварка) обеспечивается строго фиксированное положение заготовки и имеется возможность дополнительной корректировки положения стыка относительно оси сварки. Кроме того, достигается стабильность заданной скорости сварки за счет синхронизации скоростей перемещения заготовки тянущими валками и тележкой с захватом.
Формула изобретения Стан для.сварки прямошовных труб конечной длины, содержащий сварочную клеть, по обеим сторонам которой установлены тянущие клети с комплектами валков, входной рольганг с группой подъемно-поворотных роликов и заталкиватель, отличающийся тем, что, с целью повышения качества труб путем согласования скорости подачи заготовки со скоростью сварки и стабильной ориентации стыка заготовки вдоль оси сварки, заталкиватель выполнен в виде тележки, рычага с захватом и направляющей линейки, рычаг шарнирно смонтирован на тележке, а захват установлен с возможностью вращения относительно продольной оси стана и снабжен приводом вращения, линейка смонтирована с возможностью возвратно-поступательного перемещения в вертикальной плоскости и взаимодействия с рычагом захвата, при этом палки в комплектах выполнены горизонтальными
Фиг2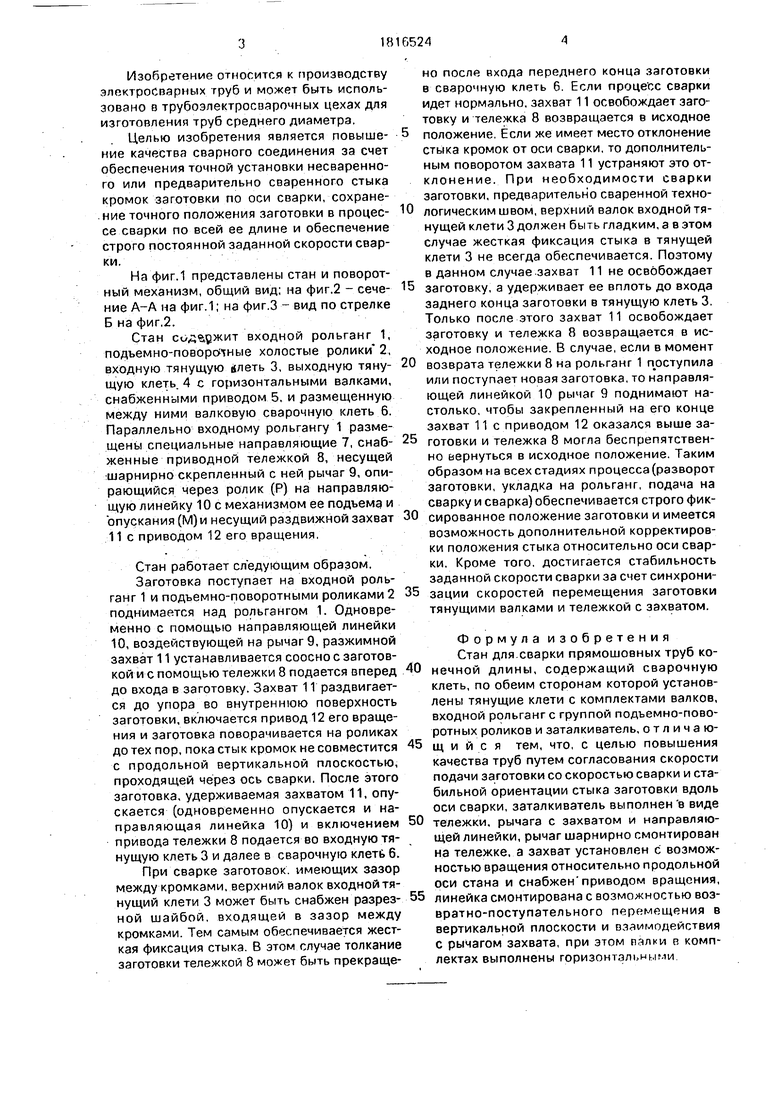
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
| Стан для сборки и сварки прямошовных труб | 1979 |
|
SU912321A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2017 |
|
RU2667272C1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
Использование: изготовление электросварных прямошовных труб среднего диаметра конечной длины. Сущность изобретения: стан содержит сварочную клеть (6), входной рольганг (1) с группой подъемно-поворотных роликов (2), тянущие клети (3) и (4). установленные по обеим сторонам сварочной клети, и заталкиватель, выполненный в виде тележки (8) с шарнирно смонтированным на ней рычагом (9), связанным с захватом (11) и линейкой (10). Захват(11)Гвыполнен с возможностью вращения относительно продольной оси стана и снабжен приводом вращения (12). а линейка смонтирована с возможностью возвратно-поступательного перемещения в плоскости захвата (11) и взаимодействия с ним, при этом в тянущих клетях (3) и (4) установлены горизонтальные валки. 3 ил. (Л С
| Розов Н.В | |||
| Производство труб | |||
| - М.: Металлургия, 1974, с.478 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
