Известная установка для обжига остовов бочек включает привод, электронагреватели, цепные конвейеры и не обеспечивает равномерный обжиг внутренней поверхности остовов бочек.
С целью обеспечения равномерного обжига внутренней поверхности остовов бочек, предлагаемая установка выполнена с роторным диском, имеющим горизонтальную ось вращения, и установленными на нем по окружности электронагревателями, а на цепных конвейерах смонтированы подпружиненные толкатели.
Кроме того, с целью центрирования остова бочек относительно электронагревателя, на роторном диске жестко закреплены стойки с устройством для зажима остовов, регулируемым в зависимости от диаметра последних.
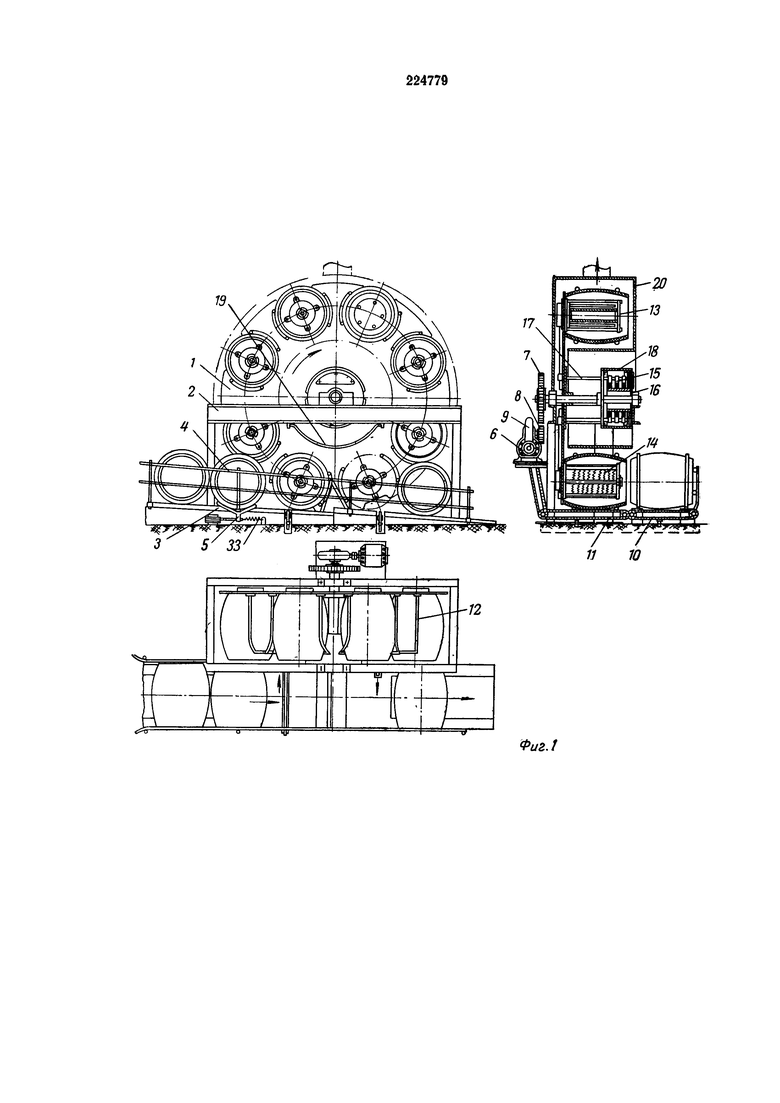
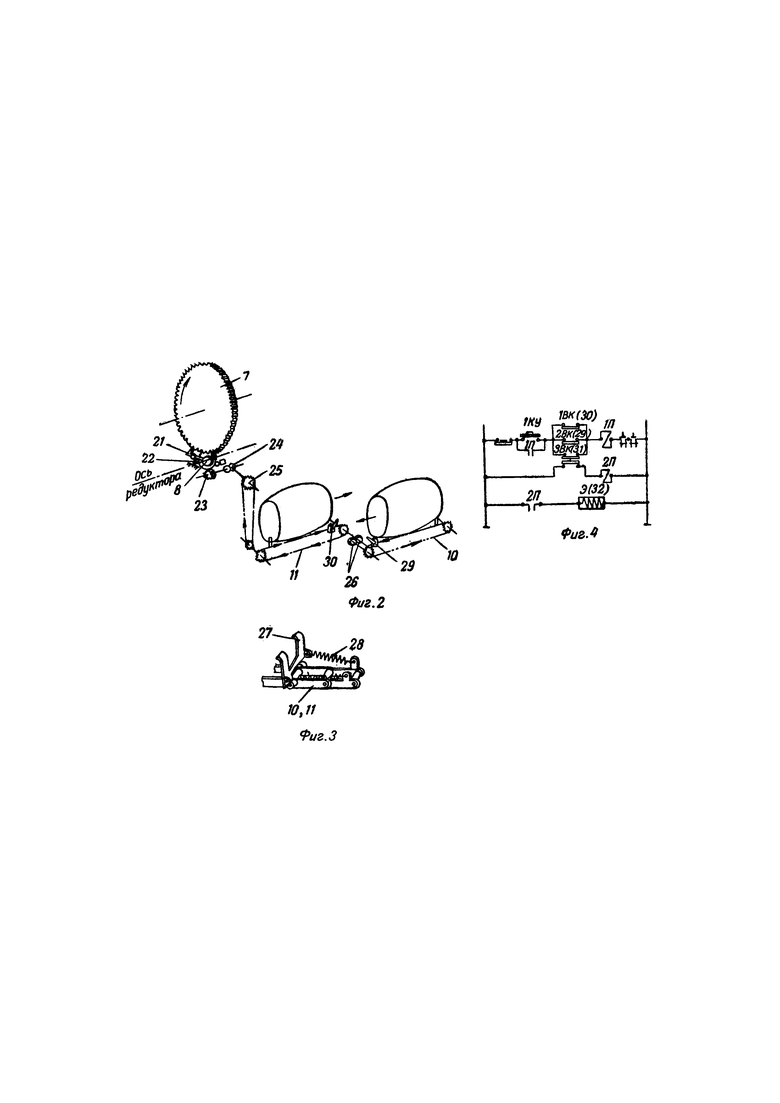
На фиг. 1 показан общий вид установки; на фиг. 2 - кинематическая схема транспортирующего устройства; на фиг. 3 - устройство для захвата; на фиг. 4 - схема автоматического управления установки.
Ротор 1 установлен на раме 2 из швеллера. Остовы бочек перемещаются по наклонному лотку 3 с ограждением 4 до останова 5. Установка работает от привода 6; ротор 1 получает вращение от зубчатого колеса 7 приводимого в движение зубчатым сектором 8, установленным на оси редуктора 9. Перемещение остовов бочек по цепным конвейерам 10 и 11 ограничивают подпружиненные захваты 12. На роторе установлены подвижные электроколпаки 13 и 14, которые питаются электроэнергией через щетки 15, скользящие по кольцам 16. Щетки 15 закреплены на трубах 17, в которых смонтирована проводка. Кольца во время работы неподвижны. Осмотр скользящих контактов и колец осуществляют после снятия кожуха 18. Контактные кольца 16 и щетки 15 защищены от нагрева электроколпаками экраном 19. В верхней части электроколпаки перемещаются в специальном кожухе 20 с вытяжной трубой. Электроколпак 13 собран из трубчатых нагревателей, в центре которых установлен цилиндрический тепловой экран.
Двухспиральный электроколпак 14 с открытыми спиралями позволяет изменять мощность электроколпака и высоту нагреваемой зоны при переходе на обжиг остовов другой емкости. На асбоцементной трубе нарезано двухзаходное винтовое углубление, в которое уложены две нихромовые спирали различной мощности.
Установка работает следующим образом.
По наклонному лотку 3 с ограждением 4 остовы катятся вниз до останова 5. Оператор кнопкой 1KУ включает привод 6 установки в работу. Ротор 1 начинает вращаться с помощью большого зубчатого колеса 7. Через  оборота сектора 8 ротор 1 останавливается, и зубчатое колесо 7 стопорится стопором 21, так как копир сектора 8 перемещает правую часть стопора 21 с роликом вниз, сжимая пружину 22. При этом клин стопора входит в зацепление с зубчатым колесом и остановом.
оборота сектора 8 ротор 1 останавливается, и зубчатое колесо 7 стопорится стопором 21, так как копир сектора 8 перемещает правую часть стопора 21 с роликом вниз, сжимая пружину 22. При этом клин стопора входит в зацепление с зубчатым колесом и остановом.
Как только сектор 8 выйдет из зацепления с большим зубчатым колесом 7, он входит в зацепление с малым зубчатым колесом 23. Вращательное движение от зубчатого колеса 23 переходит через две конические шестерни 24 на звездочку 25 и далее на цепной конвейер 11 и через шестерни 26 к цепному конвейеру 10. Если бы остовы бочек находились на электроколпаках 13 и 14, а поступающие на обжиг остовы в исходном положении на лотке 3, то конвейер 11 своим захватом снял его с электроколпака на наклонный лоток. Одновременно конвейер 10 своим захватом будет перемещать остов вперед. Остов войдет в захваты 12, состоящие из четырех стоек, которые удерживают его во время обжига и фиксируют его положение относительно электроколпака. Несмотря на то что остовы будут остановлены диском ротора и ограждением лотка, поломка захватов 27 исключена благодаря пружинам 28, которые при увеличении нагрузки на захват растянутся, и захват будет проскальзывать под остов, продолжая свой путь до полной остановки конвейеров. За полоборота сектора 8 конвейеры 10 и 11 делают один рабочий оборот. После этого копир своим выступом сходит с роликом стопора 21, который под действием пружины 22 освобождает колесо 7. Сектор 8 снова зацепляется с колесом 7, и ротор 1 опять будет перемещаться на  в оборота. После выхода сектора из зацепления с колесом 7 ротор 1 останавливается и приводит в движение цепные конвейеры 10 и 11. Цикл снова повторяют с загрузкой и выгрузкой остовов.
в оборота. После выхода сектора из зацепления с колесом 7 ротор 1 останавливается и приводит в движение цепные конвейеры 10 и 11. Цикл снова повторяют с загрузкой и выгрузкой остовов.
Если по какой-либо причине остов был неполностью извлечен из захватов 12 или же не вошел в захваты, один из конечных выключателей 29 или 30 типа ДК-1 будет нагружен.
Перед зацеплением сектора 8 с большим колесом 7, кулачок, установленный сбоку сектора, произведет с помощью конечного выключателя 3BK (31) «опрос» в цепи катушки магнитного пускателя 1П главного привода, в каком состоянии находятся конечные выключатели 1BK-2BK цепных конвейеров 10 и 11. При нагружении одного из выключателей конвейеров цепь катушки магнитного пускателя разорвана контактами 3BK, и электродвигатель 6 остановлен. После устранения неисправности оператор кнопкой 1KУ опять включает установку в работу. Если же выключатели 1BK или 2BK будут разгружены, т.е. остовы будут находиться на своих заданных местах, вынужденная остановка автомата не произойдет. Одновременно 3BK своими н.о. контактами включит с помощью малогабаритного магнитного пускателя 2П электромагнит Э (32), который повернет останов 5 по часовой стрелке. Остов бочки, подталкиваемый левой частью рычага, покатится на исходную позицию, на цепной конвейер 10. После отключения электромагнита 32 останов под действием пружины 33 возвратится в исходное положение, приняв на себя очередной остов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ БОЧЕК | 1972 |
|
SU359071A1 |
| Установка для подготовки корпусов боеприпасов к снаряжению | 1970 |
|
SU1841253A1 |
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
| УСТАНОВКА ДЛЯ МОЙКИ БОЧЕК | 1969 |
|
SU247207A1 |
| Устройство для комплектации лотков и загрузки их в контейнер | 1972 |
|
SU524752A1 |
| УСТАНОВКА ДЛЯ ОБЖИГА ОСТОВОВ БОЧЕК | 1973 |
|
SU363850A1 |
| Автоматическая роторная линия | 1988 |
|
SU1602697A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1217741A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
1. Установка для обжига остовов бочек, включающая привод, электронагреватели, цепные конвейеры, отличающаяся тем, что, с целью равномерного обжига внутренней поверхности остовов бочек, установка выполнена с роторным диском, имеющим горизонтальную ось вращения, и установленными на нем по окружности электронагревателями, а на цепных конвейерах смонтированы подпружиненные толкатели.
2. Установка по п. 1, отличающаяся тем, что, с целью центрирования остова бочек относительно электронагревателя, на роторном диске жестко закреплены стойки с устройством для зажима остовов, регулируемым в зависимости от диаметра последних.
