Описываемый способ относится к области изготовления рессорных листов и может быть использован при производстве рессор, например, в автомобильной промышленности.
Известен способ изготовления рессор из листового материала, при котором после раскроя листового материала заготовку с контуром, соответствующим контуру готового изделия, нагревают, а затем изгибают и пробивают отверстия. Однако этот способ предусматривает одновременное изготовление только одной рессоры, что приводит к большому разбросу по длине листов и нестабильной кривизне. Кроме того, известный способ производства рессор не позволяет совместить в едином технологическом цикле раскрой и раскатку с последующей гибкой листов и прогибкой в них отверстий.
Особенность предлагаемого способа заключается в том, что материал нагревают в полосе, затем ее раскатывают, получая заданное поперечное сечение, а после разделяют на заготовки с контурами, соответствующими контурам изготовляемых рессор. Нагрев полосы осуществляют в восстановительной атмосфере.
Изготовление листовых рессор по предложенному способу обеспечивает стабильную кривизну и длину листов, возможность автоматизации процесса и повышение его производительности, а также повышает качество рессор.
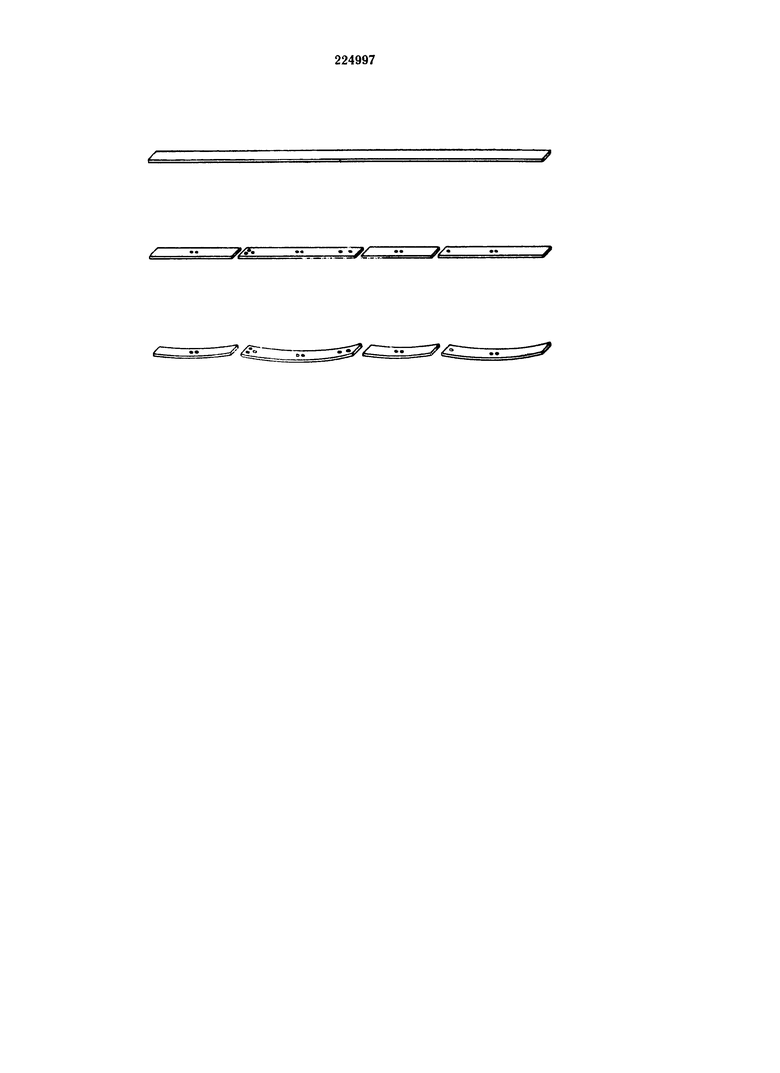
На чертеже представлена схема изготовления рессорных листов с предложенной последовательностью технологических операций.
Листовую полосу нагревают, раскатывают до получения поперечного сечения заданных размеров, затем разделяют на заготовки, контуры которых соответствуют контурам готовых рессор, пробивают в этих заготовках технологические и крепежные отверстия, формуют выступы, а после этого листовые заготовки изгибают, получая требуемый радиус кривизны, и закаливают в штампе. Нагревают полосы в восстановительной атмосфере.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рессор транспортных средств | 1988 |
|
SU1546478A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕССОРНЫХ ЛИСТОВ | 2007 |
|
RU2346782C2 |
| Гибочно-закалочная установка для изготовления листовых рессор | 1987 |
|
SU1560586A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
| СПОСОБ ГИБКИ И ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ ИЗ СТАЛЕЙ ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2422542C1 |
| Способ закалки пластинчатых изделий | 1979 |
|
SU920073A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ПОЛОС ПОСТОЯННОЙ ШИРИНЫ И ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНЫ | 2003 |
|
RU2239510C1 |
Способ изготовления рессор из подвергаемого нагреву листового материала, при котором в заготовке пробивают отверстия, изгибают ее и закаливают, отличающийся тем, что, с целью повышения качества рессор, возможности осуществления автоматизации процесса и повышения производительности, нагреву подвергают материал в виде полосы, затем ее раскатывают, получая заданное поперечное сечение, после чего разделяют на заготовки с контурами, соответствующими контурам производимых рессор.
