На турбостроительных предприятиях процесс крепления лабиринтовых пластин уплотнительных сегментов паровых турбин осуществляется ручной чеканкой. Станок для закатки позволит механизировать этот процесс благодаря тому, что закатной ролик связан с приводом станка и установлен внутри заготовки, имеющей форму трубы с внутренними кольцевыми пазами под пластины и вращаемой посредством этого ролика, а прижимной ролик смонтирован на одном конце двуплечего рычага, закрепленного на оси закатного ролика и взаимодействующего другим концом со штоком установленного в станине пневмоцилиндра для прижима пластины в процессе закатки ко дну кольцевого паза заготовки с постоянным усилием.
Заготовка устанавливается на опорные ролики, свободно посаженные на осях и имеющие возможность перемещения, перпендикулярного оси закатного ролика для регулировки усилия прижима заготовки к закатному ролику, оси опорных роликов расположены ассимметрично оси закатного ролика для уменьшения прогиба заготовки при закатке.
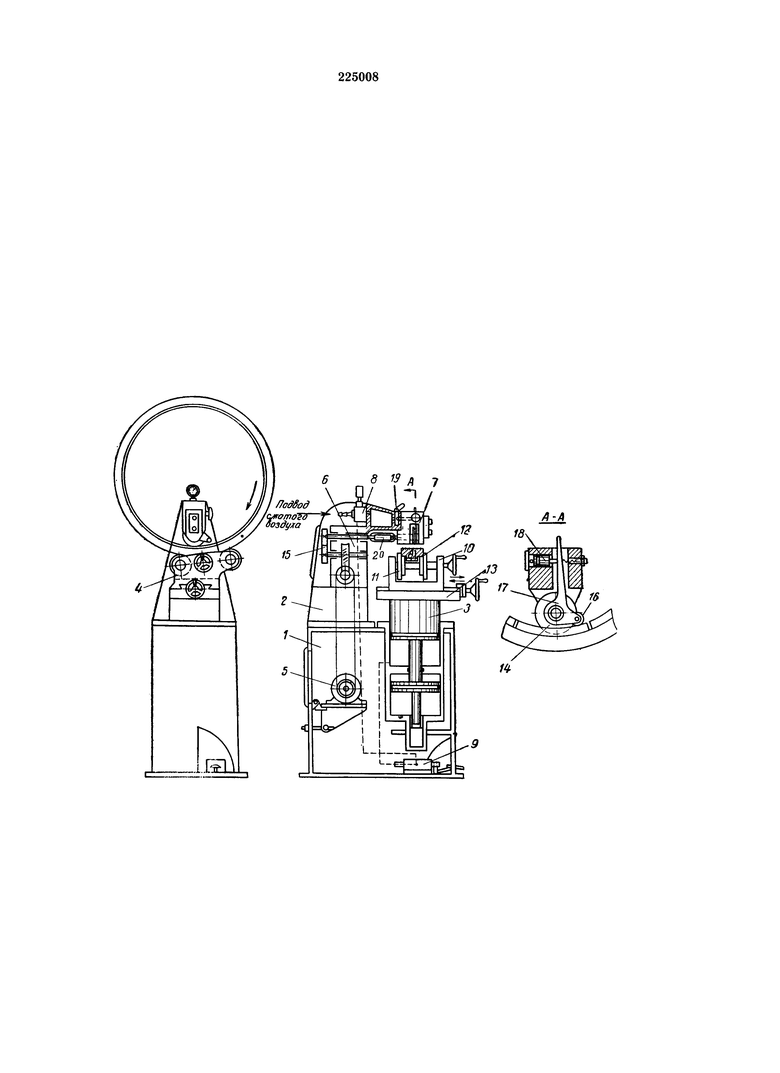
На чертеже изображена схема станка для закатки лабиринтовых пластин уплотнительных сегментов паровых турбин.
Станок содержит станину 1 с консолью 2, в которых размещены пневмоцилиндр 3, шток которого несет роликовый опорный механизм 4, электродвигатель 5, коробка скоростей 6, механизм рабочих роликов 7, регулятор 8 и педальный переключатель 9, управляющий перемещением опорного механизма в сторону рабочих роликов для создания необходимого при закатке усилия прижима заготовки к рабочим роликам.
Опорный механизм содержит салазки 10, несущие свободно посаженные на осях опорные ролики, на которые устанавливается заготовка. Одна пара роликов 11 неподвижна, другая - 12 перемещается от маховичка для настройки расстояния между роликами по длине трубчатой заготовки. Нижние направляющие 13 служат для перемещения салазок относительно рабочих роликов. Механизм рабочих роликов содержит закатной ролик 14, получающий вращение от электродвигателя через сменную пару зубчатых колес 15, которой регулируется скорость закатки, и прижимной ролик 16, смонтированный на одном конце двуплечего рычага 17, закрепленного на оси закатного ролика и взаимодействующего другим своим концом с поршнем пневмоцилиндра 18. Включение прижимного ролика производится поворотом золотника 19; при этом сжатый воздух поступает в этот пневмоцилиндр. Закатной ролик соединен с выходным валом коробки скоростей через муфту 20.
Для уменьшения прогиба заготовки при закатке оси опорных роликов расположены асимметрично оси закатного ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| Станок для закатки изделий | 1980 |
|
SU871897A1 |
| Станок для закатки и обрезки заготовок | 1970 |
|
SU517358A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
| ЗАКАТОЧНО-ОТБОРТОВОЧНЫЙ СТАНОК | 1993 |
|
RU2070104C1 |
| Одношпиндельный автоматический станок для закатки кромок обечайки | 1973 |
|
SU507385A1 |
| Гибочный станок | 1976 |
|
SU601066A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
1. Станок для закатки с приводом от электродвигателя, содержащий смонтированный на станине закатной ролик и прижимной ролик, отличающийся тем, что, с целью обеспечения закатки лабиринтовых пластин уплотнительных сегментов паровых турбин, он снабжен опорным механизмом, служащим для установки на него заготовки, имеющей форму трубы с внутренними кольцевыми пазами под пластины, а закатной ролик связан с приводом станка и установлен внутри заготовки, вращаемой посредством этого ролика, при этом прижимной ролик смонтирован на одном конце двуплечего рычага, закрепленного на оси закатного ролика и взаимодействующего другим своим концом со штоком установленного на станине пневмоцилиндра для прижима лабиринтовых пластин в процессе закатки ко дну кольцевого паза заготовки с постоянным усилием.
2. Станок по п. 1, отличающийся тем, что, с целью регулировки усилия прижатия заготовки к закатному ролику и уменьшения прогиба заготовки при закатке, опорный механизм содержит опорные ролики, свободно посаженные на осях и расположенные асимметрично оси закатного ролика с возможностью перемещения, перпендикулярного оси закатного ролика.
