Известны закалочные прессы, включающие матрицу и верхний прижим.
Предложенный закалочный пресс отличается от известного тем, что в матрице установлены подпружиненные колодки с продольными канавками, а также применены боковые прижимы. Это позволяет получать незакаленные средние участки при закалке длинномерных изделий несимметричного незамкнутого профиля.
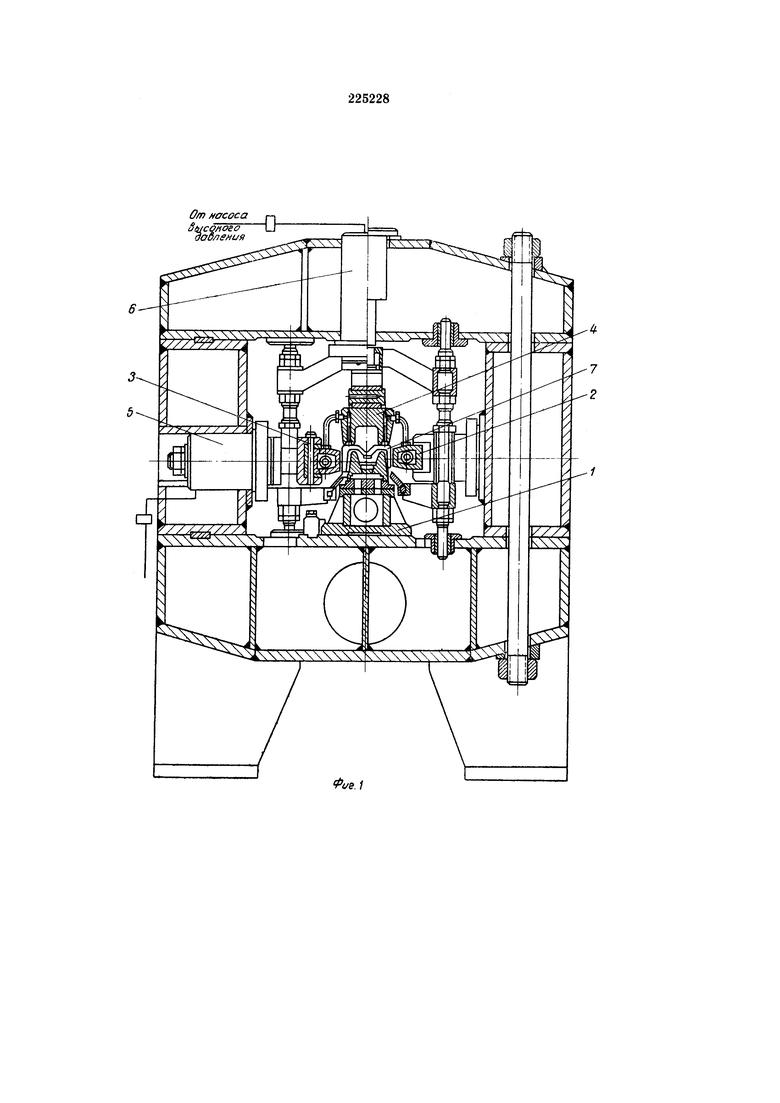
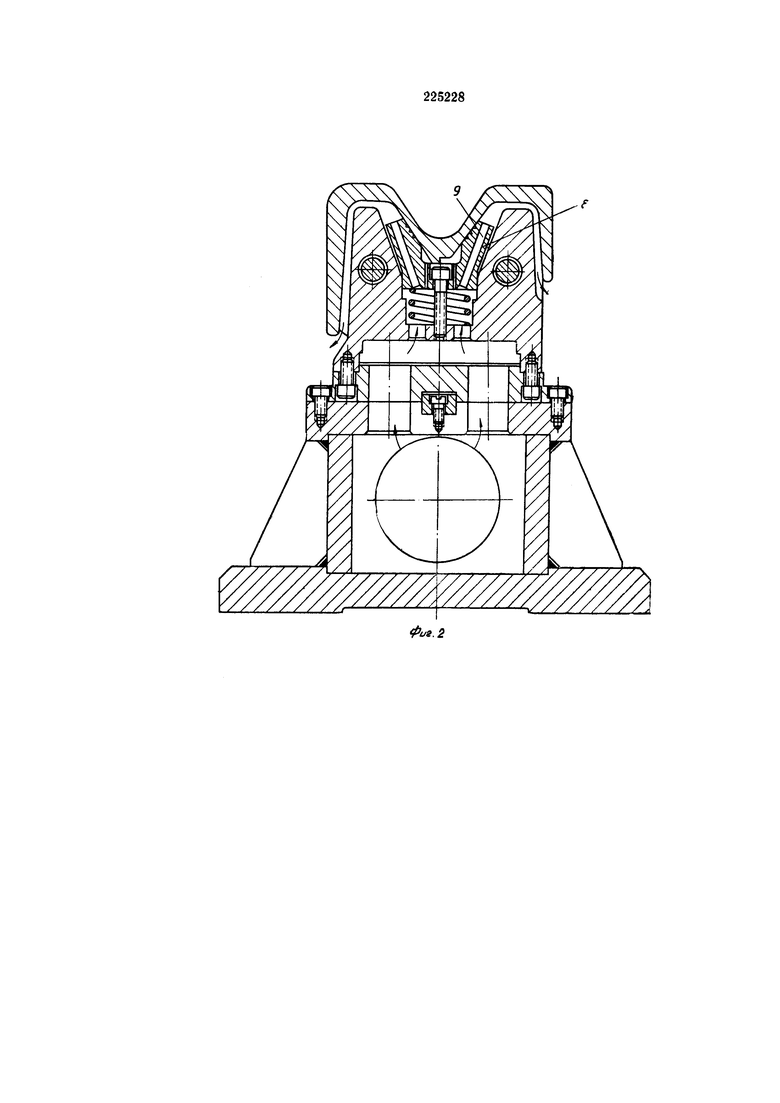
На фиг. 1 изображен закалочный пресс в общем виде; на фиг. 2 - матрица в поперечном разрезе.
Закалочный пресс имеет матрицу 1 и пуансон, выполненный в виде двух боковых прижимов 2 и 3 и верхнего прижима 4. Каждый боковой прижим шарнирно укреплен на гидроцилиндрах 5, а верхний, прижим - на гидроцилиндрах 6. Закаливаемое изделие 7 укладывают на матрицу, в которой предусмотрены колодки 8 с отверстиями 9.
Закалку производят следующим образом. Изделие 7 укладывают на матрицу, включают гидроцилиндр 6 и верхний прижим 4 опускается на изделие. Сначала верхний прижим осаживает профиль, а затем изгибает изделие по всей длине. При достижении определенного (заранее заданного) давления включаются гидроцилиндры 5 боковых прижимов. По достижении заданного давления подается вода.
При закалке наружная поверхность изделия охлаждается струями воды, вытекающими из боковых и верхнего прижимов, а внутренняя поверхность - струями воды, вытекающими из отверстий 9 колодок 8.
По истечении времени выдержки боковые прижимы, а затем и верхний прижим, возвращаются в исходное положение, и изделие снимают с матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАКАЛКИ И ПРАВКИ ДЛИННОМЕРНЫХ | 1973 |
|
SU380723A1 |
| СПОСОБ ЗАКАЛКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105822C1 |
| Устройство для закалки деталей | 1982 |
|
SU1054431A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ДУГООБРАЗНОЙ ФОРМЫ | 2003 |
|
RU2240357C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| Способ нитроцементации стальных изделий | 1989 |
|
SU1680798A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| Способ изготовления плакированных формовочных матриц | 1985 |
|
SU1310059A1 |
| Закалочный штамп,преимущественно для длинномерных изделий | 1982 |
|
SU1070184A1 |
| Штамп для вытяжки полых изделий | 1988 |
|
SU1562044A1 |
Закалочный пресс, включающий матрицу и верхний прижим, отличающийся тем, что, с целью получения незакаленных средних участков при закалке длинномерных изделий несимметричного незамкнутого профиля, в матрице установлены подпружиненные колодки с продольными канавками, а также применены боковые прижимы.
