Изобретение касается обработки металлов и относится к штампам для вытяжки полых изделий.
Цель изобретения - повышение качества вытягиваемых изделий путем предотвращения потери устойчивости периферийной части заготовки.
На чертеже изображен штамп, продольный разрез.
Штамп содержит нижнюю плиту 1, на которой жестко закреплены опорная втулка 2 и кожух 3 с внутренним бортом 4. Внутри втулки 2 установлена с возможностью осевого перемещения втулка 5, с которой шарнирно связаны сегменты 6, установленные с возможностью поворота в плоскости, проходящей через ось симметрии штампа. Между опорной втулкой 2 и кожухом 3 размещена направляющая обойма 7, подпружиненная в осевом направлении к нижней плите 1 пружиной 8 и имеющая сферическую внутреннюю поверхность 9. В контакте с сегментами б находится матрица 10, внутри которой находится выталкиватель 11, подпружиненный в осевом направлении пружиной 12.
В верхней --неги штамп содержит верхнюю плиту 13, установленный на ней прижим 14 и расположенный между ними эластичный блок 15, установленный в контакте с нерабочим торцом прижима 14 по поверхности 16. Внутри осевых отверстий плиты 13, блока 15 и прижима 14 размещен пуансон 17.
Прижим 14 и матрица 10 выполнены в виде телескопически установленных цилиндрических оболочек 18, которые выполнены с кольцевыми канавками 19 на внутренней боковой поверхности, в которых размещены фиксирующие элементы 20, и кольцевыми выемками 21 на наружной боковой поверхности. Прижим 14 подвешен к верхней плите 13 посредством держателя 22 и болтов 23.
Штамп работает следующим образом.
Плоскую заготовку 24 укладывают на матрицу 10 и прижимают прижимом 14. Одновременно осуществляют рабочий ход пуансона 17. При этом под воздействием направляющей обоймы 7, которая совершает
5
перемещение совместно с пуансоном 17 при соприкосновении с держателем 22, происходит поворот сегментов 6 и смещение оболочек 18 матрицы 10 и прижима 14 относительно друг друга так, что наружные обо0 лочки 18 смещаются вверх относительно соседних внутренних оболочек 18. Таким образом происходит вытяжка полого изделия 25 в условиях изменяющегося за период вытяжки угла заходного участка матрицы 10 без гофрообразования. Съем готового изделия 25 производится выталкивателем 11 при обратном ходе пресса (не показан). По сравнению с известным предлагаемый штамп позволяет повысить качество штампуемого изделия за счет предотвращео ния образования гофров в процессе свертки заготовки при глубокой вытяжке, поскольку в течение всего процесса вытяжки периферийная часть заготовки находится в прижатом положении посредством телескопически установленных колец.
5
Формула изобретения . Штамп для вытяжки полых изделий, содержащий нижнюю плиту с расположенными на ней коаксиально между собой матрицей, подвижной в осевом направлении
0 втулкой и направляющей обоймой со сфери- ческой внутренней поверхностью, сегменты, кинематически связанные с подвижной втулкой и сферической поверхностью направляющей обоймы и установленные с возмож5 ностью поворота в плоскости, проходящей через ось симметрии штампа, а также верхнюю плиту с пуансоном, отличающийся чем, что, с целью повышения качества вытягиваемых изделий путем предотвращения потери устойчивости периферийной части заго0 товки, он снабжен установленным на верхней плите прижимом, расположенным между . прижимом и верхней плитой в контакте с ними эластичным блоком, жестко закрепленным на нижней плите опорной втулкой и кожухом, охватывающим направляющую
5 обойму, при этом сегменты шарнирно связаны с подвижной втулкой и расположены между опорной втулкой и нерабочим торцом матрицы в контакте с ними, направляю1562044
56
щая обойма установлена с возможностьюподпружиненным в осевом направлении выперемещения в осевом направлении, а при-талкивателем и размещенными на внутренжим и матрица выполнены в виде телеско-ней боковой поверхности оболочек фиксипически установленных цилиндрических обо-рующими элементами, при этом оболочки
лочек.5 выполнены с выемками на наружной боко2. Штамп по п. 1, отличающийся тем,вой поверхности для вхождения упомянутых
что он снабжен расположенным в матрицефиксирующих элементов.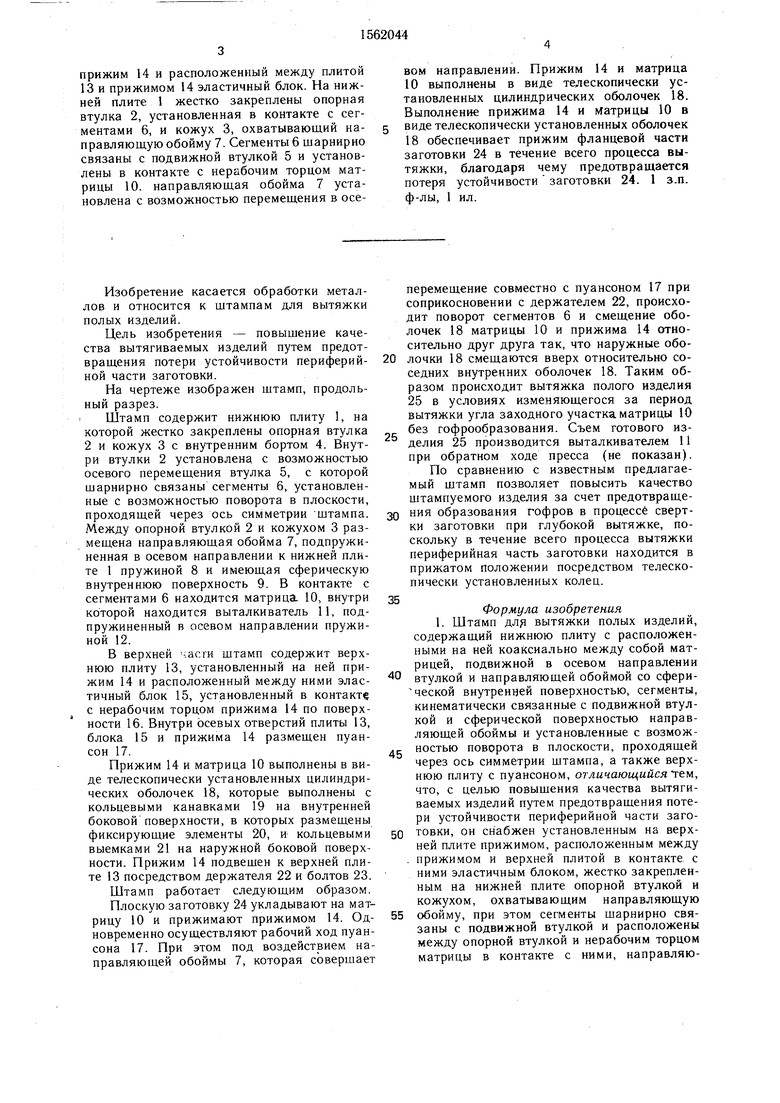
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для многопереходной вытяжки | 1986 |
|
SU1333447A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Штамп для вытяжки сферических изделий | 1985 |
|
SU1349834A1 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при вытяжке полых изделий из листовых заготовок. Цель изобретения - повышение качества вытягиваемых изделий путем предотвращения потери устойчивости периферийной части заготовки. На верхней плите 13 установлен прижим 14 и расположенный между плитой 13 и прижимом 14 эластичный блок. На нижней плите 1 жестко закреплены опорная втулка 2, установленная в контакте с сегментами 6, и кожух 3, охватывающий направляющую обойму 7. Сегменты 6 шарнирно связаны с подвижной втулкой 5 и установлены в контакте с нерабочим торцом матрицы 10. Направляющая обойма 7 установлена с возможностью перемещения в осевом направлении. Прижим 14 и матрица 10 выполнены в виде телескопически установленных цилиндрических оболочек 18. Выполнение прижима 14 и матрицы 10 в виде телескопически установленных оболочек 18 обеспечивает прижим фланцевой части заготовки 24 в течение всего процесса вытяжки, благодаря чему предотвращается потеря устойчивости заготовки 24. 1 з.п. ф-лы, 1 ил.

| Штамп для глубокой вытяжки | 1978 |
|
SU721176A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
