4 4
vl СЛ
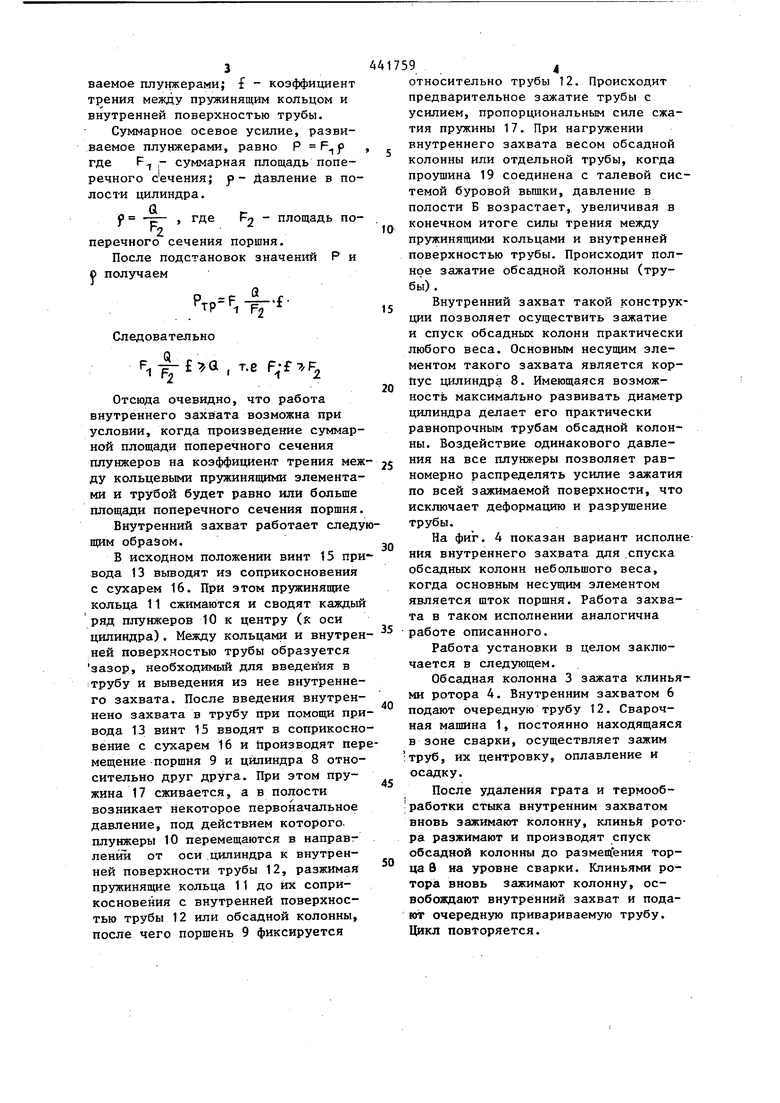
Х) Контактная стыковая скварка обсад ных труб широко распространена на газовых и нефтяных промыслах. Наиболее высокое качество сварно го соединения (особенно при сварке обсадных труб большого диаметра) достигается неразъемными проходными сварочными машинами, осуществляющими сварочный процесс автоматически и обладающими, высокой производительностью. Известна установка для контактно стыковой сварки обсадных труб над устьем скважины, которая содержит внутренний .захват (элеватор) для труб, связанный с талевой системой буровой вышки. Применение такой установки исключает дополнительные операции по перемещению сварочной машины относительно зоны сварки,чем достигается проектная производитель ность установки. Однако применение этой установки возможно лишь при сварке обсадных колонн, имеющих сравнительно неболь шую длину, а следовательно, и вес, что обусловлено конструктивными осо бенностями внутреннего захвата для труб. При большом весе обсадной колонны появляется необходимость в многоступенчатом захвате. При этом затрудняется регулировка каждой сту пени зажимных губок относительно остальных ступеней, результатом чего является неравномерное распределение усилия зажатия по внутренней поверхности трубы, что может привести к ее деформации и разрушению. Кроме того, прочность такого внутре него захвата лимитируется прочность цилиндрической части ступенчатой клиновидной штанги, в то время как диаметр цилиндрической части для каждого диаметра зажимаемой трубы имеет вполне определенное максималь ное значение, зависящее от мйнималь но возможных размеров (по длине) зажимных губок. Цель изобретения- упрощение обо рудования и повьш1ение качества свариваемого соединения при сварке тру большого диаметра и большой длины. Это достигается тем, что в предлагаемой установке внутренний захват для труб выполнен в виде гидроцилиндра, в сквозных отверстиях корпуса которого размещены радиальные плунжеры, взаимодействующие с рабочей средой и охватываемые снаружи пружинящим кольцом, в свою очередь взаимодействующим с внутренней поверхностью трубы, при этом гидроцилиндр снабжен устройством для создания предварительного давления Ъ его полости. На фиг. 1 показана предлагаемая установка, обшзнй вид; на фиг. 2 внутренний захват в продольном разрезе; на фиг. 3 сечение А-А на фиг. 2; на фиг. 4 - вариант исполнения внутреннего захвата. Сварочная машина 1 проходного типа (см. фиг. 1) смонтирована на системе подвески 2 соосно с обсадной колонной 3, проходящей через ротор 4 буровой вьш1ки 5. Машина может также жестко монтироваться непосредственно на роторе. Внутренний захват 6 расположен соосно со сварочной машиной 1 и соединен с талевой системой 7 буровой вьш1ки. Внутренний захват (см. фиг. 2 и 3) содержит цилиндр 8, внутри которого расположен поршень 9. Последний несет один или несколько рядов плунжеров 10, проходящих через сквозные отверстия, выполненные в корпусе цилиндра 8 и расположенные радиально относительно продольной оси цилиндра. Каждый ряд плунжеров содержит охватывающее их пружинящее кольцо 11, которое взаимодействует с внутренней поверхностью трубы 12. ТГй цилиндре В укреплен привод 13, представляющий собой коническую передачу 14, одна из шестерней которой служит гайкой для винта 15, расположенного по оси цилиндра и взаимодействующего через cjocipb 16 и пружины (или набор пруя:йн) 17 с поршнем 9. Винт 15 удерживается от поворота ипонкой (на чертежах не показана). Полость Б цилиндра (см. фиг. 2) заполнена рабочей средой, например маслом и гидропластом. Шток 18 предохраняет окна цилиндра от засорения. Проушина 19 служин для соединения захвата с талевой системой. Для работы внутреннего захвата необходимо, чтобыР /(Э , гд§ суммарная сила трения между кольцевыми пружинящими элементами и внутренней поверхностью трубы; fl - вес обсадной колонны. В свою очередь Р r;:je P - суммарное осевое усилие, развиваемое плунжерами; f - коэффициент трения между пружинящим кольцом и внутренней поверхностью трубы. Суммарное осевое усилие, развиваемое плунжерами, равно Р где РТ г суммарная площадь поперечного сечения; р- давление в полости цилиндра. гf , где р2 площадь поперечного сечения поршня. После подстановок значешгй о получаем ±., Следовательно Ч 01 , т.е F-.F, Отсюда очевидно, что работа внутреннего эахв(ата возможна при условии, когда произведение суммарной площади поперечного сечения плунжеров на коэффициент трения меж ду кольцевыми пружинящими элементами и трубой будет равно или больще площади поперечного сечения поршня Внутренний захват работает следу щим образом. В исходном положении винт 15 при вода 13 вьшодят из соприкосновения с сухарем 16. При этом пружинящие кольца 11 сжимаются и сводят каждый ряд плунжеров 10 к центру (к оси цилиндра). Между кольцами и внутрен ней поверхностью трубы образуется зазор, необходимый для введения в трубу и выведения из нее внутреннего захвата. После введения внутреннено захвата в трубу при помощи при вода 13 винт 15 вводят в соприкосно вение с сухарем 16 и йроизводят пер мещение поршня 9 и цилиндра 8 относительно друг друга. При этом пружина 17 сживается, а в полости возникает некоторое первоначальное давление, под действием которого, плунжеры 10 перемещаются в направгленйЪ от оси .цилиндра к внутренней поверхности трубы 12, разжимая пружинящие кольца 11 до их соприкосновения с внутренней поверхностью трубы 12 или обсадной колонны, после чего поршень 9 фиксируется 94 относительно трубы 12. Происходит предварительное зажатие трубы с усилием, пропорциональным силе сжатия пружины 17. При нагружении внутреннего захвата весом обсадной колонны или отдельной трубы, когда проушина 19 соединена с талевой системой буровой вьш1ки, давление в полости Б возрастает, увеличивая в конечном итоге силы трения между пружинящими кольцами и внутренней поверхностью трубы. Происходит полное зажатие обсадной колонны (трубы) . Внутренний захват такой конструкции позволяет осуществить зажатие и спуск обсадных колонн практически любого веса. Основным несущим элементом такого захвата является корпус цилиндра 8. Имеющаяся возможность максимально развивать диаметр цилиндра делает его практически равнопрочным трубам обсадной колонны. Воздействие одинакового давления на все плунжеры позволяет равномерно распределять усилие зажатия по всей зажимаемой поверхности, что исключает деформацию и разрушение трубы. На фиг. 4 показан вариант исполнения внутреннего захвата для спуска обсадных колонн небольшого веса, когда основным несущим элементом является шток порщня. Работа захвата в таком исполнении аналогична работе описанного. Работа установки в целом заключается в следующем. Обсадная колонна 3 зажата клиньями ротора 4. Внутренним захватом 6 подают очередную трубу 12. Сварочная машина 1, постоянно находящаяся в зоне сварки, осуществляет зажим труб, их центровку, оплавление и осадку. После удаления грата и термообработки стыка внутренним захватом вновь зажимают колонну, клиньй ротора разжимают и производят спуск обсадной колонны до размещения торца В на уровне сварки. Клиньями ротора вновь зажимают колонну, освобождают внутренний захват и подают очередную привариваемую трубу. Цикл повторяется.
12
иг.1
9
12
(риг. 2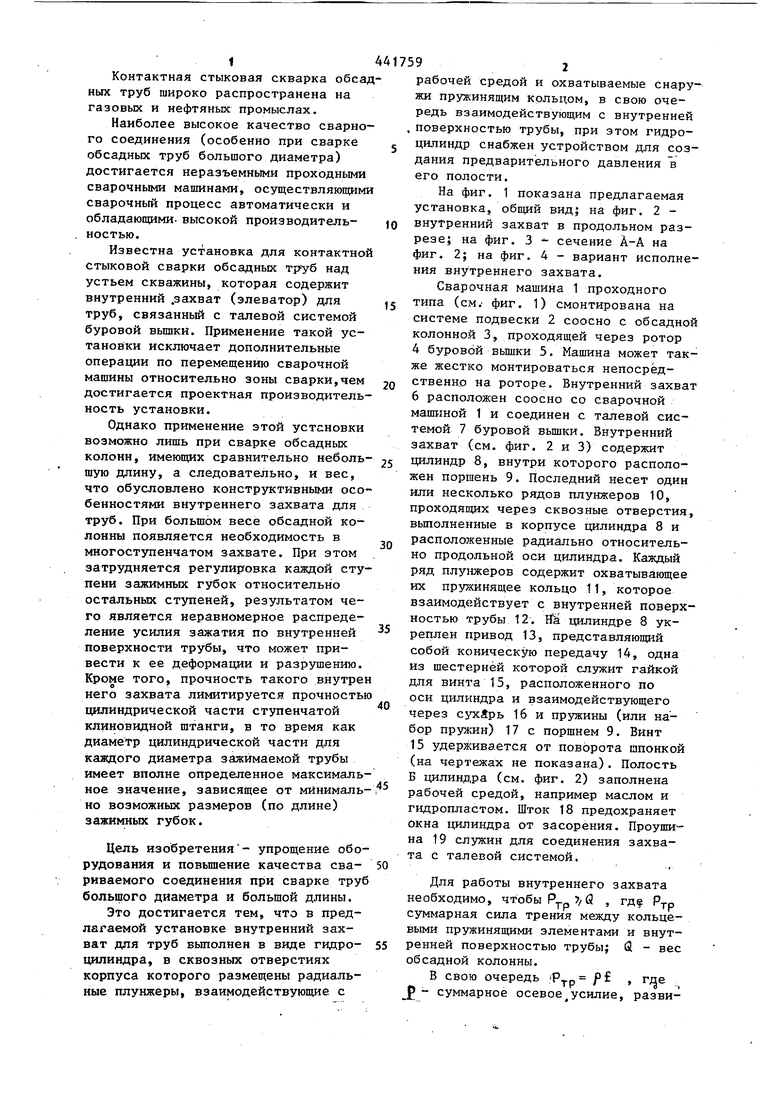
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной стыковой сварки обсадных труб над устьем скважины | 1971 |
|
SU446164A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОБСАДНЫХ ТРУБ НАД УСТБЕМ СКВАЖИНБ1 | 1968 |
|
SU231040A1 |
| Устройство для контактной стыковки сварки обсадных труб над устьем скважины буровой вышки | 1975 |
|
SU529026A1 |
| Машина для контактной стыковой сварки труб | 1968 |
|
SU249507A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОБСАДНЫХ ТРУБ НАД УСТЬЕМ СКВАЖИНЫ | 1970 |
|
SU265319A1 |
| УСТРОЙСТВО для ПРИНУДИТЕЛЬНОЙ ПОДАЧИ БУРОВОГО ИНСТРУМЕНТА ПРИ РОТОРНОМ БУРЕНИИ | 1968 |
|
SU208602A1 |
| Устройство для подвешивания и удержания обсадной колонны на устье скважины без использования талевой системы буровой установки во время проведения цементирования | 2024 |
|
RU2832223C1 |
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468728A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
| Машина для контактной стыковой сварки рельсов | 1975 |
|
SU634648A3 |
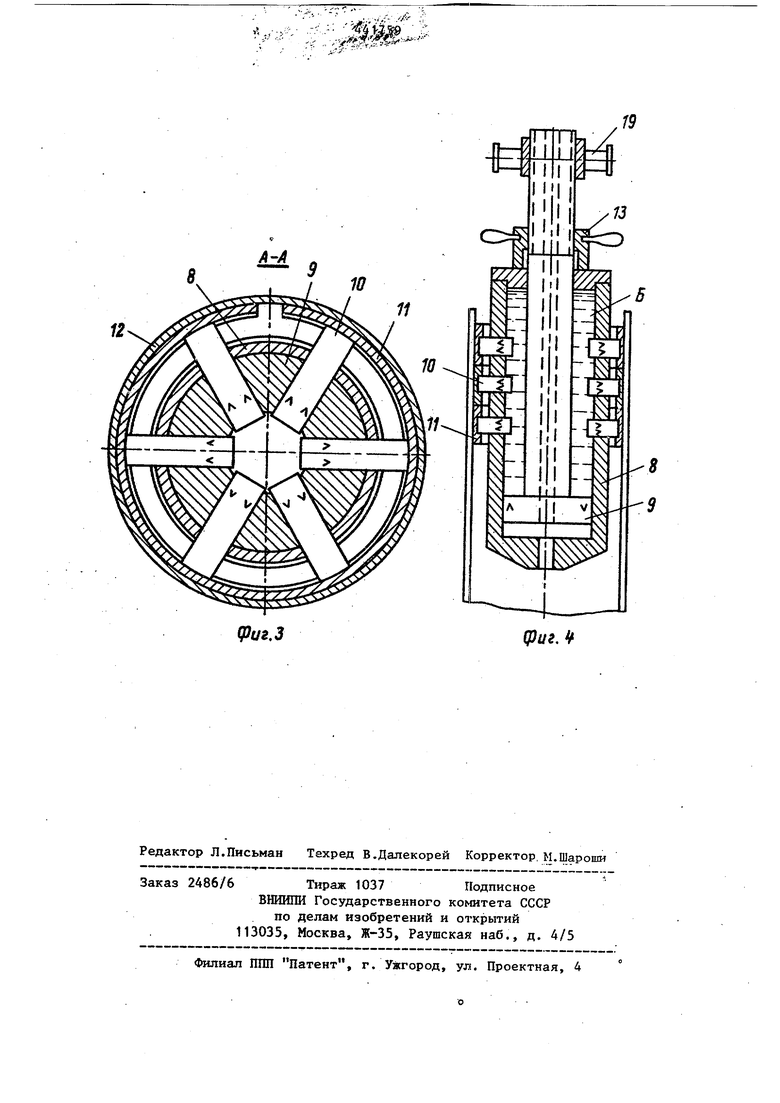
УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОБСАДНЫХ ТРУБ НАД УСТЬЕМ СКВАЖИНЫ, содержащая неразъемную сварочную машину проходного типа и внутренний захват, связанный с талевой системой буровой вьшки.отличающаяся тем, что, с целью упрощения оборудования и повышения качества свариваемого соединения при сварке труб большого диаметра и большой длины, внутренний захват выполнен в виде гидроцилиндра, в сквозных отверстиях корпуса которого размещены радиальные плунжеры, взаимодействующие с рабочей " средой и охватываемые снаружи пружинящим кольцом, в свою очередь взаимо- действундаим с внутренней поверхностью трубы, при этом гидроцилиндр снабжен устройством для создания предварительного давления в его полости.i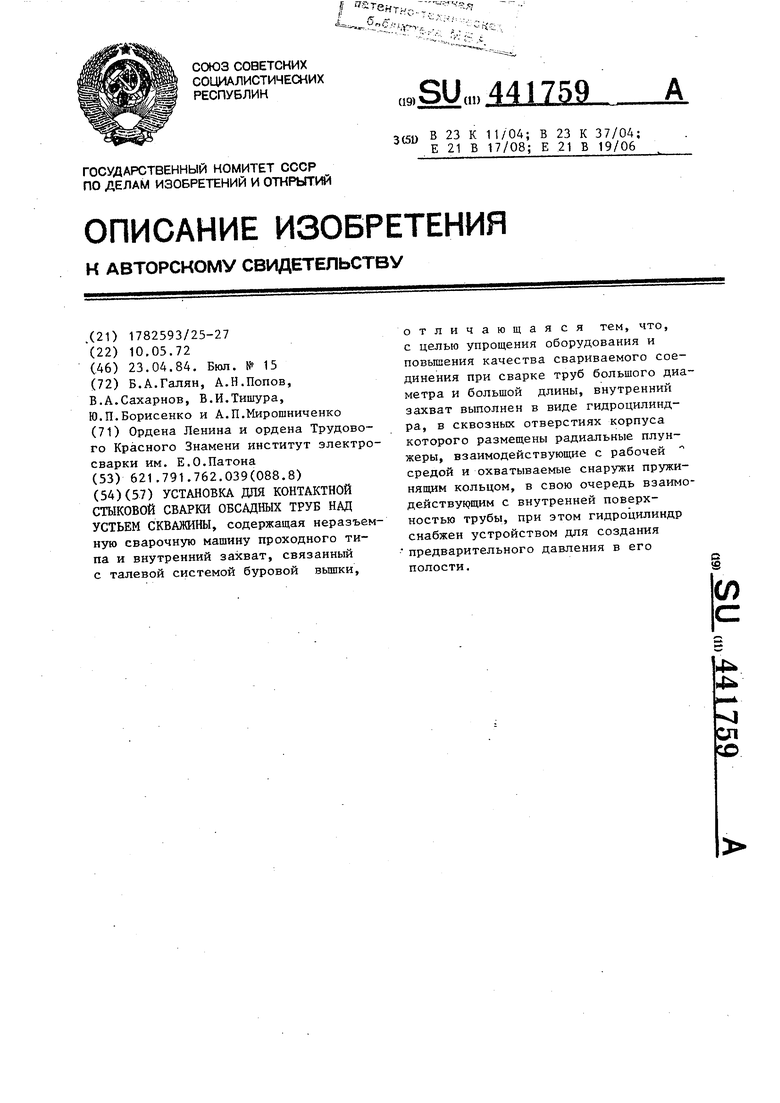
(Риг.з
фт,
