Известны ctaHKH для шлифования поднутрения у прорезных фрез, закрепляемых в планшайбе бабки изделия, получающей перемешение от механизма подачи, абразивным кругом, установленным в шлифовальной бабке, направляющие которой расположены параллельно направлению движения бабки изделия.
Предлагаемый станок отличается от известного тем, что в механизме подачи бабки изделия смонтирован плавающий червяк, концы которого выполнены в виде наружных конических фрикционных полумуфт, взаимодействующих при помощи гидроплунжера с полумуфтой, закрепленной на выходном валу планетарного редуктора, а при помоши пружины - с полумуфтой, закрепленной на валу механизма ускоренного перемещения.
Это позволяет осуществить блокировку движений ручной подачи и ускоренный отвод бабки изделия.
Кроме того, для сокращения габаритов станка и улучшения условий его обслуживания направляющие шлифовальной бабки расположены перпендикулярно к направлению движения бабки изделия.
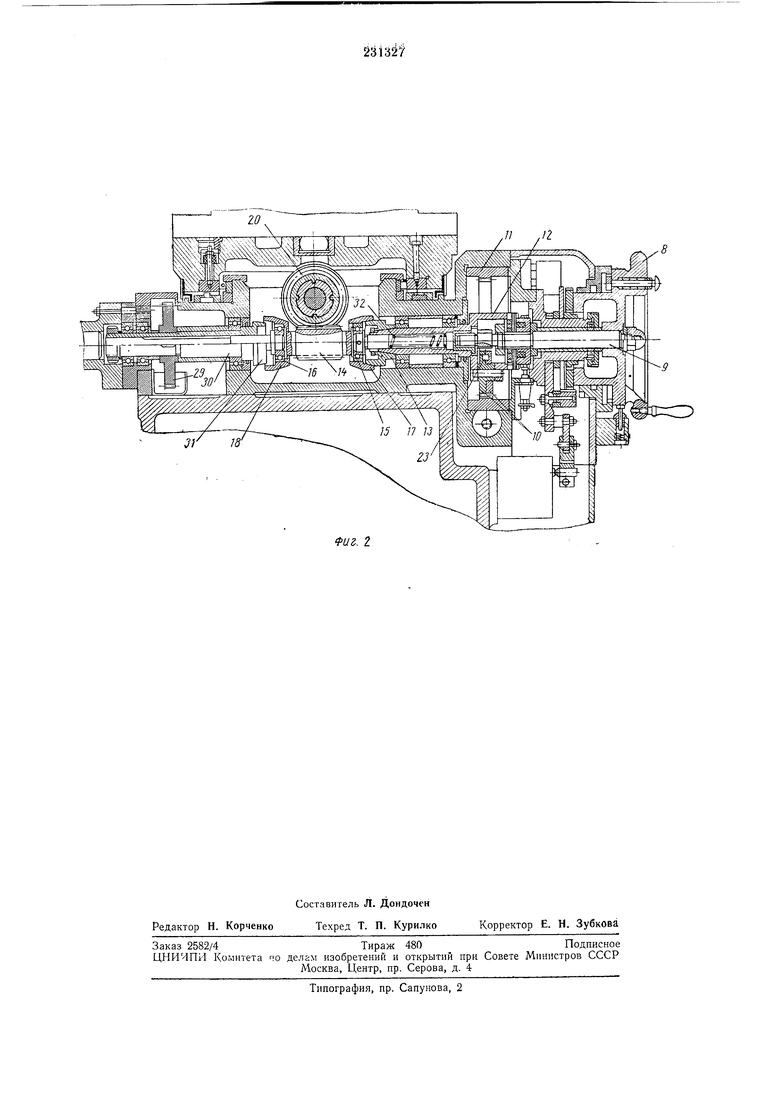
Фреза 1 устанавливается в планшайбе 2 бабки изделия 3, получает вращение от привода 4 и обрабатывается абразивным кругом 5, закрепляемым в шлифовальной бабке 6, перемещающейся при отводе по направляющим 7, расположенным перпендикулярно к направлению движения бабки изделия 3.
Ручное перемещение бабки изделия 3 при
подаче осуществляется от маховичка 8, закрепленного на валу 9 планетарного редуктора, содержащего сателлит 10 и колесо//внутреннего зацепления. На водиле 72 посажена внутренняя полумуфта 13 конической фрикционной муфты. Червяк 14 смонтирован на шарикоподшипниках 15 и 16. Концы червяка выполнены в виде наружных полумуфт 17 и 18. При подаче давления под гидроплунжер 19 последний перемещает червяк 14 до замыкания полумуфт 17 и 13. При этом движение, снимаемое с водила 12, передается червяку 14, который приводит во вращение червячное колесо 20, закрепленное на винте 21 подачи. Гайка 22, сопряженная с винтом 21, закреплена на бабке изделия 3.
Выборка зазоров в зацеплении планетарного редуктора производится пружиной 23, распирающей два полуколеса сателлита 10 Выборка зазоров в зацеплении червяка 14 с
из двух отдельных полуколес, осуществляется аналогичным способом, а выборка зазора в винтовой паре подачи - грузом 24.
Отскок бабки изделия 3 производится включением электродвигателя 25, от которого через зубчатые колеса 26, 27, 28 и 29 получают вращение вал 30 с полумуфтой 31. При отскоке давление из-под гидроплунжера 19 снимается, и червяк 14 под дейсгвием пружины 32 перемещается, сдвигая гидроплуижер 19 до замыкания конических фрикционных полумуфт 18 и 31. При этом движение отскока через червячнуЕо и винтовую пары передается бабке изделия 3. Это движение используется также для наладочного ускоренного перемещения бабки изделия.
Таким образом, червяк 14 одновременно может быть подключен только к одной из кинематических цепей-цепи ручной подачи или цепи отскока, благодаря чему достигается блокировка этих движений.
Предмет изобретения
1.Станок для шлифования поднутрения у прорезных фрез, закрепляемых в планшайбе
бабки изделия, получающей перемещение от механизма подачи, абразивным кругом, установленным в шлифовальной бабке, отличающийся тем, что, с целью блокировки движений ручной подачи и ускоренного отвода бабки изделий, в механизме подачи бабки изделия смонтирован плавающий червяк, концы которого выполнены в виде наружных конических фрикционных полумуфт, взаимодействующих при помощи гидроплунжера с полумуфтой, закрепленной на выходном валу планетарного редуктора, а нри помощи пружины - с полумуфтой, закрепленной на валу механизма ускоренного неремещения бабки изделия.
2.Станок по и. 1, отличающийся тем, что, с целью уменьшения габаритов станка и улучшения условий его обслуживания, направляющие шлифовальной бабки расположены перпендикулярно к направлению движения бабки изделия.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Станок для шлифования поднутрения дисковых пил | 1979 |
|
SU921796A1 |
| Устройство для шлифовки торцов пружин | 1985 |
|
SU1310172A1 |
| МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1972 |
|
SU347183A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Устройство для подгонки величиныСОпРОТиВлЕНия РЕзиСТОРОВ | 1979 |
|
SU828223A1 |
| Станок для шлифования торцов пружин | 1985 |
|
SU1306693A1 |
| Шлифовальная головка | 2020 |
|
RU2756471C1 |
Фиг / rt- )
