t
; Изобретение относится к станкостроению и может быть использовано для шлифования поднутрений дисковых пил.
Известен станок для шлифования дисковых пил,-на станине которого размещены бабка главного движения, правая и левая бабки со шлифовальными головками, связанными с приводом II .
Однако известный станок не обеспечивает высокого качества изделия.
Цель изобретения - повышение качества.
Поставленная цель достигается тем, что каждая из головок снабжена автономным приводом с системой автоматического регулирования подачи, установленной с возможностью контакта с введенным в станок механизмом активного контроля симметричности профиля обрабатываемого изделия.
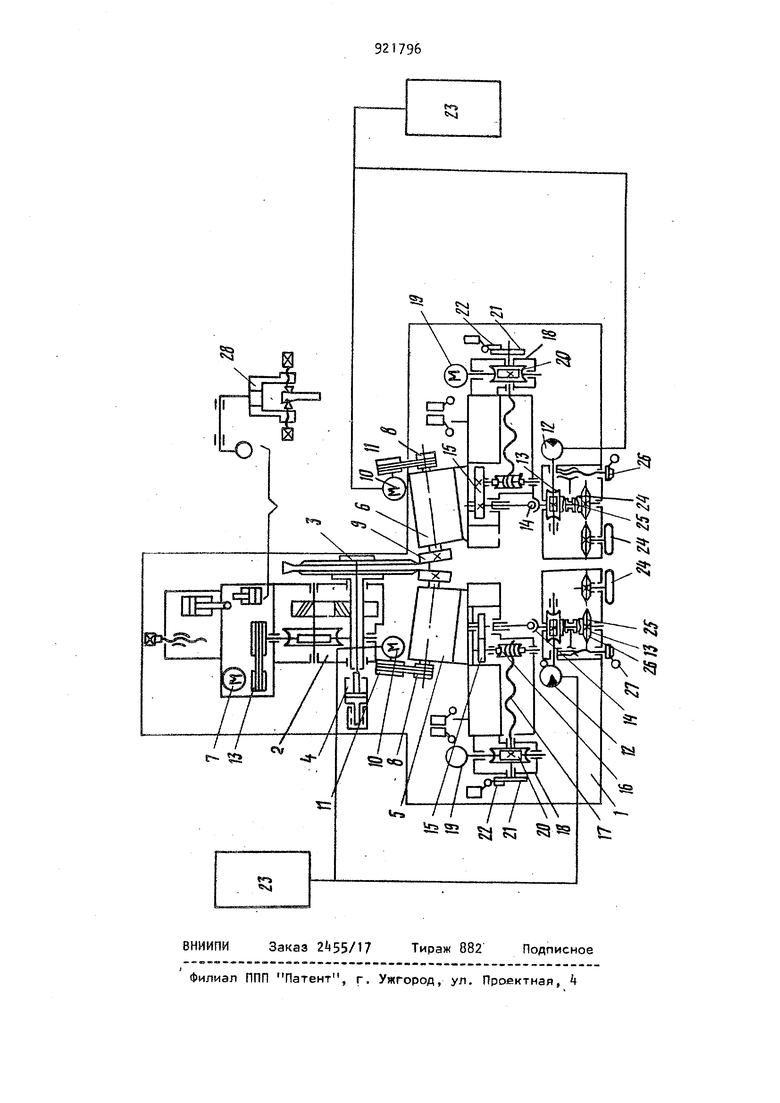
На чертеже представлена кинематическая схема станка.
Станок содержит станину 1 , на которой смонтирована бабка 2 главного движения с патроном 3 для установки изделия и гидроцилиндром k для его зажима, и две шлифовальные бабки 5 и 6.
Вращение патрона 3 с изделием осуществляется от привода 7.
На каждой шлифовальной бабке смонтирован шпиндель 8 со шлифовальным кругом 9, приводимый во вращение электродвигателем 10 посредством клиноременной передачи 11.
Подача каждой из шлифовальных бабок 5 и 6 к обрабатываемому изделию осуществляется посредством приво20 да, содержащего гидродвигатель 12, червячную пару 13, шарнирную муфту k, зубчатую передачу 15, червячную пару 16, червячное колесо которой выполнено с винтовой нарезкой для размещения аинта 17 подачи оснащенного механизмом 18 отскока. Механизм отскока 18 содержит элек тродвигатель 19f червячную пару 20, жестко установленную на винте 17 подачи, на свободном конце которого крепится диск 21 с кулачками 22. В зависимости от количества кулачков 22 определяется величина отскока. В электрическую цепь управления привода подачи шлифовальных головок включена система 23 автоматического регулирования (САР) для управления подачгй в зависимости от нагрузки одну из шлифовальных головок до той оптимальной величины, которая не вызывает завала режущей части обрабатываемой пилы. Для ручной подачи шлифовальных бабок предусмотрен маховик 2, вращение которого через цепную передачу 25 и муфту 2б, включаемую посредство рукоятки 27, передается на червячную пару 13- Для контроля качества обработанной поверхности пилы станок снабжен механизмом 28 активного конт роля. Работает станок следующим образом Обрабатываемое изделие устанавливается в патрон 3 бабки главного дви жения 2, зажимается от гидроцилиндра k и приводится во вращение приводом 7. От датчиков (не показаны) дается команда на одновременное перемещение шлифовальных бабок 5 и 6 к обрабатываемому изделию и вращение шлифоваль ных шпинделей 8, При этом каждый из гидродвигателей 12 передает вращение червячной паре 13 и через.шарнирную муфту И и зубчатую передачи 15 механизму 18 отскока с винтом 17 подачи. Электродвигатель 19 механизма 18 отскока каждой шлифовальной бабки при этом выключен, и последний перемещается вместе с винтом 17 пода чи в сторону подачи шлифовальной бабки. Одновременно от двигателя 10 вращение посредством клиноременной передачи 11 передается на шпиндель 8 со шлифовальным кругом 9В случае неодновременного подхода шлифовальных бабок 5 и 6 к обрабатываемому изделию САР 23 в зависимости от нагрузки на шлифовальные шпиндели ,8 определяет величину подами каждого 3 6 ИЗ них, не вызывающей завал режущей части обрабатываемой пилы, После этого дается максимальная подача обработки изделия, и по готовности однойиз его сторон прибор 28 активного контроля дает команду на отключение подачи шлифовальной бабки, закончившей обработку. При этом по команде САР 23 определяется подача второй шлифовальной бабки до величины, не вызывающей завала режущей части обрабатываемой пилы. Происходит обработка изделия г после чего дается команда на подвод прибора 28 активного контроля, который в свою очередь, дает команду на отключение привода подач шлифовальньгх бабок и вращение шпинделей, и включение электродвигателя 19 механизма отскока 18. Винт 17 подачи начинает вращаться и навинчивать на себя колесо червячной пары 16 механизма подами и происходит быстрый отвод шлифовальных бабок ОТ изделия. Патрон 3 разжимается, освобождается изделие, после чего цикл повторяется. Таким образом, синхронный подвод шлифовальных головок к изделию и механизированный привод их подач обеспечивает высокое качество обработки изделия и существенно повышает произво-, дительность станков. Формула изобретения Станок для шлифования поднутрения дисковых пил, на станине которого размещены бабка главного движения, правая и левая бабки со шлифовальными головками, связанными с приводом, отличающийся тем, что, с целью повышения качества, каждая из головок снабжена автономным приводом с системой автоматического регулирования подачи, установленной с возможностью контакта с введенным в станок механизмом активного контроля симметричности профиля обрабатываемого изделия. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР W 325161, кл. В В 3/08, 1963
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования наружной поверхности вращения длинномерных деталей | 1985 |
|
SU1278185A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Станок для шлифования наружной поверхности вращения длинномерных деталей | 1990 |
|
SU1780997A1 |
| ПХНИЧЕСКАЯ БИБЛИОТЕКА | 1968 |
|
SU231327A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2050249C1 |
| Станок для шлифования стружечных канавок концевого инструмента | 1986 |
|
SU1379060A1 |
| Станок для заточки резцов круговыхпРОТяжЕК ОдНОВРЕМЕННО пО BCEM ТРЕМРЕжущиМ пОВЕРХНОСТяМ | 1978 |
|
SU810444A1 |