Известны щеточношлифовальные головки для обработки профилированных изделий, включающие шпиндель с огражденными кожухом дисками, несущими по окружности щетки, между которыми закреплены куски шлифовальной шкурки.
Однако существующие конструкции головок имеют небольшую емкость, требуют периодической остановки станков для удаления и замены изношенной шлифовальной шкурки, причем сама операция замены весьма трудоемка.
Предлагаемая щеточношлифовальная головка свободна от указанных недостатков. Шлифовальная шкурка автоматически заменяется по мере износа, заправлять ее стало удобнее, значительно увеличился запас шкурки. Головка отличается тем, что на дисках между шетками укреплено несколько несущих шлифовальную щкурку катушек с механизмами подачи шкурки, кинематически связанными с общим приводом, а оградительный кожух имеет гладкие и пилообразные ножи.
Общий привод может быть в виде ползуна с рейкой, связанной с червячным валиком. Ползун перемещается внутри шпинделя от пневмоцилиндра. Для вращения червячного валика используется фрикционная передача с двумя пружинами, одна из которых обеспечивает поворот валика в одну сторону, а другая
препятствует его вращению в противоположную сторону.
Механизм подачи щкурки каждой катушки выполнен с подающими шкурку парными роликами, один из которых приводной - с рифленой поверхностью, а другой - неприводной, с обрезиненной поверхностью.
Пилообразные ножи в оградительном кожухе могут быть смещены друг относительно . друга в шахматном порядке.
В головке можно установить реле времени, которое настраивается на режим в зависимости от стойкости шкурки и подает импульсы на срабатывание пневмоцилиндра для автоматической замены изношенных концов шкурки.
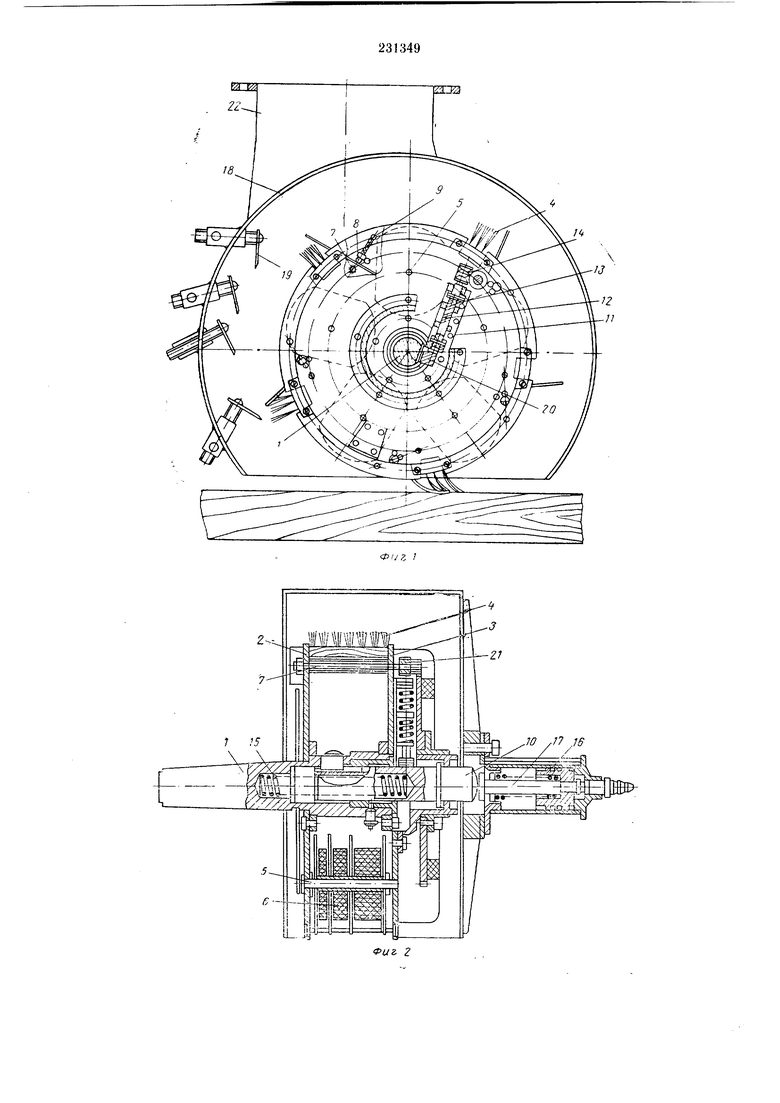
На фиг. 1 изображена описываемая щеточношлифовальная головка (вид со снятой крышкой); на фиг. 2 - то же, в разрезе.
На шпинделе 1 закреплены диски 2 и 3. Равномерно по их окружности проделаны вырезы, в которых закреплены щетки 4. На этих же дисках равномерно по окружности (между щетками) на осях 5 установлено несколько катушек 6 с намотанными на них полосками полотняной шлифовальной шкурки.
Из катушек шкурка пропускается через механизмы подачи с роликами - приводным 7 с рифленой поверхностью неприводным 8 с обрезиненной поверхностью. Неприводной ролик прижимается к приводному пружиной 9.
Механизм подачи шкурки кинематически связан с общим приводом головки.
Общий привод выполнен в виде установленного внутри шпинделя / ползуна W с зубчатой рейкой (на чертеже не показана), связанной с червячным валиком //.
Для вращения валика // использована фрикционная передача с пружинами 12 и 13 с обратным направлением витков. Благодаря этому связанный с ним червяк 14 может вращаться только в одну сторону, а в другую его не пускает пружина 13, так как при этом направлении вращения витки пружины завиваются и прочно удерл(ивают валик от вращения в обратную сторону.
Таким образом, при движении ползуна 10 внутрь шпинделя / валик // через пружину 12 вращает червяк 14. Когда ползун под действием пружины 15 возвращается в исходное положение, червяк не вращается, а валик // вхолостую вращается в обратную сторону.
Ползун получает движение от пневмоцилиндра 16 через шток 17. Команду на работу пневмоцилиндра, а следовательно, и на движение ползуна подает реле времени, настроенное на заданный ритм, зависящий от стойкости шлифовальной шкурки.
Шлифовальная головка закрыта оградительным кожухом 18, внутри которого укреплены пилообразные ножи 19, размещенные друг относительно друга в шахматном порядке.
Головка работает следующим образом.
К вращающейся головке подводят изделие. Благодаря поджиму волосяными щетками шкурка плотно облегает профиль изделия и шлифует всю поверхность.
Через некоторое время, в зависимости от качества шкурки и ряда других факторов, рабочие концы шкурки подлежат замене.
В этом случае реле времени дает команду на срабатывание пневмоцилиндра 16, который штоком 17 сдвигает ползун 10 внутрь шпинделя /. При этом поворачивается шестеренка 20 с валиком П, а вместе с ним, благодаря пружинной фрикционной передаче, - червяк 14, вращающий косозубчатую шестеренку 21, закрепленную на ролике 7. При повороте роликов 7 и 8 шкурка сматывается с катушек и выдвигается на 1,7-2 мм.
Во время вращения головки выдвинутые концы шкурки ударяются о пилообразные ножи 19 и разрыхляются на отдельные волокна, которые отсасываются через патрубок 22 в кожухе.
Через 1 сек реле времени вновь подает команду на срабатывание пневмоцилиндра 16, и те же операции повторяются.
Предмет изобретения
1.Щеточношлифовальная головка для обработки профилированных изделий, преимущественно из древесины, устанавливаемая на шли фовальных станках, включающая шпиндель со смонтированными на нем огражденными кожухом дисками, несущими щетки, между которыми закреплены куски шлифовальной шкурки, отличающаяся тем, что, с целью обеспечения автоматической замены шлифовальной шкурки по мере износа, удобства заправки ее и увеличения емкости, она выполнена с несколькими несущими шлифовальную шкурку катушками, укрепленными на дисках между щетками и снабженными механизмами подачи шкурки, кинематически связанными с общим приводом, а оградительный кожух имеет гладкие и пилообразные ножи.
2.Головка по п. I, отличающаяся тем, что общий привод выполнен в виде установленного внутри шпинделя с возможностью перемещения от пневмоцилиндра ползуна, снабженного рейкой, связанной с червячным валиком, для вращения которого использована фрикционная передача, выполненная с двумя спиральными пружинами, одна из которых обеспечивает поворот валика в одну сторону, а
другая препятствует вращению его в противополоЖНую сторону.
3.Головка по п. 1, отличающаяся тем, что механизм подачи щкурки каждой катушки выполнен с парными подающими шкурку роликами, один из которых является приводным и имеет рифленую поверхность, а другой - неприводным с обрезиненной поверхностью.
4.Головка по п. 1, отличающаяся тем, что пилообразные ножи в оградительном кожухе
смещены друг относительно друга в шахматном порядке.
5.Головка по п. 1, отличающаяся использованием реле времени, настраиваемого на режим в зависимости от стойкости шкурки и подающего импульсы на срабатывание пневмоцилиндра для автоматической замены изношенных концов шкурки.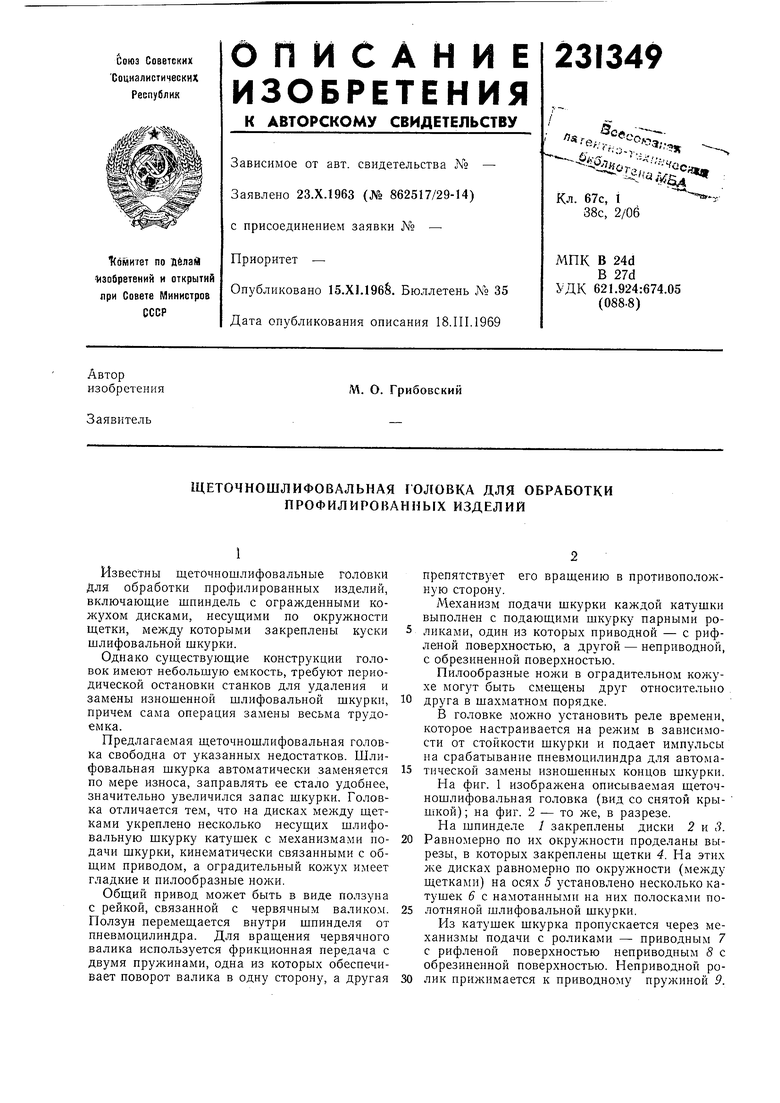
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩЕТОЧНОШЛИФОВАЛЬНАЯ ГОЛОВКА | 1972 |
|
SU346090A1 |
| ЩЕТОЧНО-ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1973 |
|
SU407721A1 |
| АВТОМАТИЧЕСКАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА ДЛЯ ШЛИФОВКИ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 1971 |
|
SU308863A1 |
| СТАНОК ДЛЯ НАМОТКИ МАГНИТОПРОВОДОВ | 1965 |
|
SU170104A1 |
| Станок для двусторонней бескопирной чистовой обработки лопастей | 1983 |
|
SU1150050A1 |
| ШЛИФОВАЛЬНЫЙ ЦИЛИНДР | 1973 |
|
SU379373A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Машина для обработки выдувных стаканов | 1935 |
|
SU49248A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Мотальная машина для крестовой намотки швейных и т.п. ниток на бумажные гильзы | 1931 |
|
SU26949A1 |