Изобретение относится к области шлифования профильных поверхностей изделий, например, из древесины и касается автоматической шлифовальной головки для шлифовки нрофильных поверхностей изделий.
Известна автоматическая шлифовальная головка, включаюнд,ая шпиндельный вал головки с опорными подшипниками, цилиндрический корпус головки, бобину с шлифовальной шкуркой, подаюш,ие шкурку валики, привод подающих валиков и обрубаюший нож.
Однако известное устройство не обеспечивает достаточной производительности и высокого качества обрабатываемых изделий в результате неплотного прилегания шлифовальной шкурки к обрабатываемой поверхности, из-за невоэможности регулировки скорости автоматической выдачи новой шкурки на место старой и из-за неподвижно установленных обрубаюших ножей, которые постоянно находятся в соприкосновении с концами шлифовальной шкурки и подвергаются интенсивному износу.
Цель изобретения - создание такой автоматической шлифовальной головки, которая обеспечила бы высокую производительность и качество обрабатываемых изделий.
механизма, центральное зубчатое колесо которого свободно установлено на шпиндельном валу головки и входит в зацепление с сателлитом, водплом которого является корпус шлифовальной головки и зубчатый венец шестерни, свободно установленной на выступе корпуса головки, причем цилиндрическая поверхность корпуса шлифовальной головки снабжена центробежными эластичными прижима.ми, выполненными в виде колодок с профилем, соответствуюш,им профилю поверхности шлифуемого изделия, а обрубаюш,ий нож установлен в направляюш.их и соединен с механизмом кратковременного периодического
возврата в исходное полол.ение с помошью пружины.
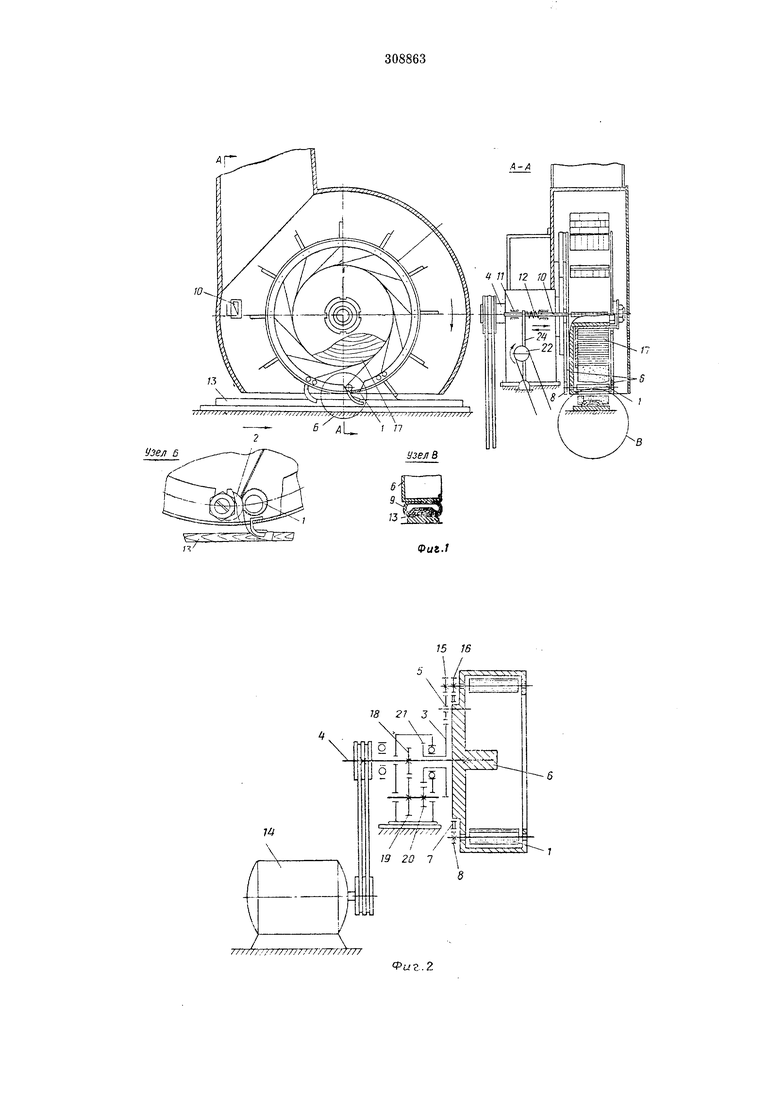
На фиг. 1 изображена автоматическая шлифовальная голсвка, общий вид, разрез по А-А, узел Б, изображающий подающие шкурку валики, узел В, изображающий центробежные эластичные прижимы, выполненные в виде колодок с профилем, соответствующим профилю обрабатываемых изделий; на фиг. 2 - кинематическая схема привода шпинделя шлифозальпсй головки от электродвигателя и привода подающих шкурку валиков; на фиг. 3 - механизм кратковре.меппого периодического возврата обрубающего ножа в исходное положение.
ет привод подающих шлифовальную шкурку валиков } VI 2, выполненный в виде дифференциального механизма, в котором центральное зубчатое колесо 3 свободно установлено на шииндельном валу 4 головки и входит в зацепление с сателлитом 5, водилом которого является корпус шлифовальной головки 6 и зубчатый венец 7 шестерни 8, свободно установленный на выступе корпуса головки 6. Кроме того, цилиндрическая поверхность корпуса шлифовальной головки 6 снабжена эластичными прижимами Я выполненными в виде колодок с профилем шлифуемого изделия, а обрубающий нож 10 установлен в направляющих 11 и соединен с механизмом кратковременного периодического возврата в исходное положение с помощью пружины 12.
Автоматическая шлифовальная головка работает следующим образом.
Изделие 13, подлежащее обработке, подводится к вращающейся шлифовальной головке 6, и благодаря поджиму центробежных эластичных прижимов 9 шлифовальная щкурка плотно облегает профильную поверхность изделия и щлифует ее. В процессе шлифования рабочие концы щкурки изнашиваются, удаляются и заменяются новыми. Подача новой щкурки в процессе работы шлифовальной головки производится автоматически следующим образом: электродвигатель 14 посредством клиноремеииой передачи вращает шпиндельный вал 4 и корпус щлифовальной головки 6. Вместе с корпусом вращаются вокруг оси шпиндельного вала подающие шкурку валики 1 и 2, шестерни сателлита 5, шестерни 8, 15, 16 и бобина 17. Зубчатое колесо 3 получает от щниндельного вала 4 через щестерни 18-21 окружную скорость на требуемую величину в зависимости от нужного направления вращения валика 1 и скорости вращения корпуса головки 6. Благодаря разности окружных скоростей оси щестерии сателлита 5, скорость которой равна окружной скорости головки 6 и зубчатого колеса 3, щестерня вращается вокруг своей оси и передает свое вращение щестерне 15. Последняя вращает ось одного из подающих валиков, на котором она сидит и щестерню 16, передающую вращение зубчатому венцу 7 на Ступице головки 6, который, находясь в постоянном зацеплении с шестерней 8 подающих валиков /, вращает их, а они производят непрерывную с требуемой скоростью выдачу щлифовальной щкурки, сматывая ее с бобины. Регулировка скорости выдачи шкурки осуществляется посредством перестановки
оси щестерни сателлита 5 в другре отверстие в корпусе головки и замены шестерни 15 шестерней, имеющей требуемое количество зубьев.
Удаление шкурки производят обрубающим ножом 10. Диск 22 получает вращение от механизма подачи шлифуемого изделия и упором 23 производит отклонение кулисы 24, которая с определенной скоростью выдвигает
боковой нож, устанавливаемый на пути изношенных концов шлифовальной шкурки. Концы шкурки ударяются боковой поверхностью о ножи и отрываются. При дальнейшем вращении диска 22 упор 23 соскальзывает с кулисы,
и пружина быстро возвращает нож в исходное положение. Таким образом, нож находится в соприкосновении со шкуркой кратковременно и мало подвергается износу. Предложенная автоматическая шлифовальная головка может быть использована в линиях по обработке изделий, изготовляется диаметром от 250 до 500 мм и может работать без смены бобин до 10 циклов и более работы
ГОЛОВКИ.
Предмет изобретения
Автоматическая щлифовальная головка для
шлифовки профильных поверхностей изделнй, например из древесины, включающая шпиндельный вал головки с опорными подшипниками, цилиндрический корпус головки, бобину с щлифовальной шкуркой, подающие шкурку
валики, привод подающих валиков и обрубающий нож, отличающаяся тем, что, с целью повышения производительности работы головки и повышения качества обрабатываемых изделий, привод подающих шкурку валиков выполнен в виде дифференциального механизма, центральное зубчатое колесо которого свободно установлено на шпиндельном валу головки и входит в зацепление с сателлитом, водилом которого является корпус щлифовальной головки и зубчатый венец шестерни, свободно установленной на выступе корпуса головки, причем цилиндрическая поверхность корпуса шлифовальной головки снабжена центробежными эластичными прижимами, выполненными в виде колодок с профилем, соответствующим профилю поверхности шлифуемого изделия, а обрубающий нож установлен в направляющих и соединен с механизмом кратковременного иериодического возврата в исходное
положение с помощью пружины.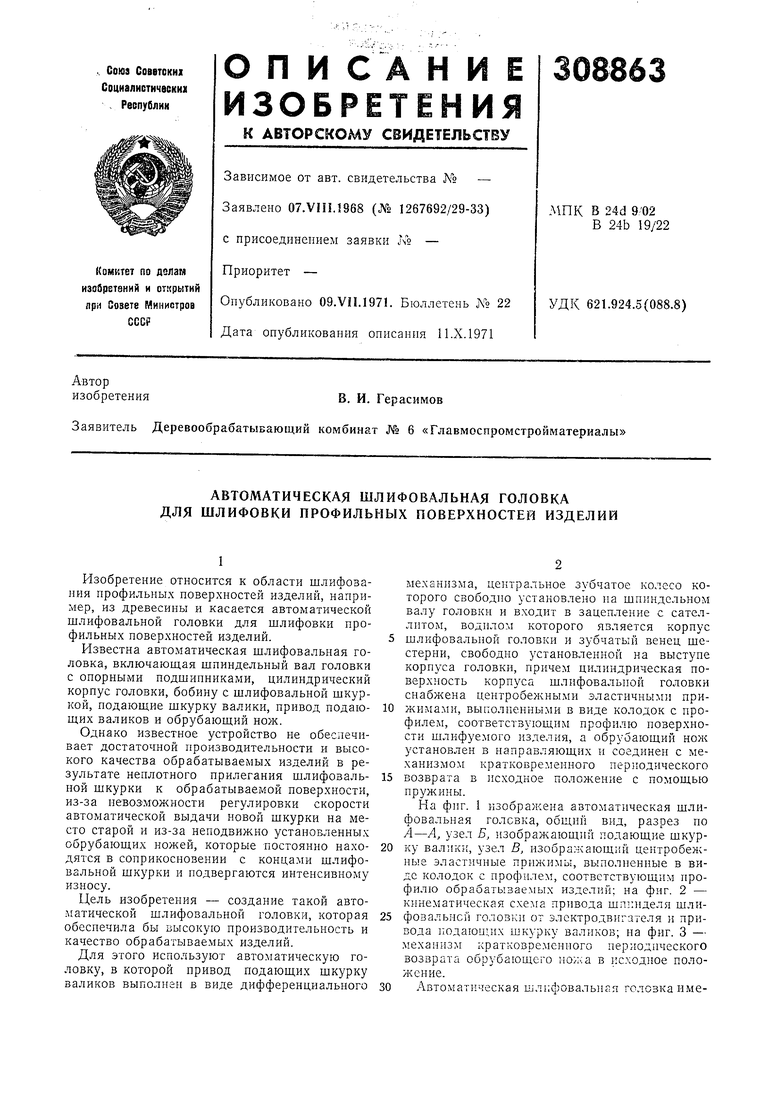

| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ ЦИЛИНДР | 1973 |
|
SU379373A1 |
| ЩЕТОЧНО-ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1973 |
|
SU407721A1 |
| ЩЕТОЧНОШЛИФОВАЛЬНАЯ ГОЛОВКА | 1972 |
|
SU346090A1 |
| ЩЕТОЧНОШЛИФОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ | 1968 |
|
SU231349A1 |
| Устройство для шлифования деталей круглого сечения | 1985 |
|
SU1321559A1 |
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1979 |
|
SU831557A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ | 2003 |
|
RU2254976C2 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |

/7 /2Ю
