Известна форма для прессования изделий из термопластичного материала, наиример стекла, содержащая металлические матрицу, кольцо и нуансон.
Описываемая форма позволяет повысить качество изделий за счет создания газовой или воздушной прослойки между изделием и формующими элементами.
Это достигается тем, что ее формующЦе элементы выполнены с капиллярными каналами, количество которы.х составляет 10- 200 тыс. на 1 СЛГ2 повер.хности формы.
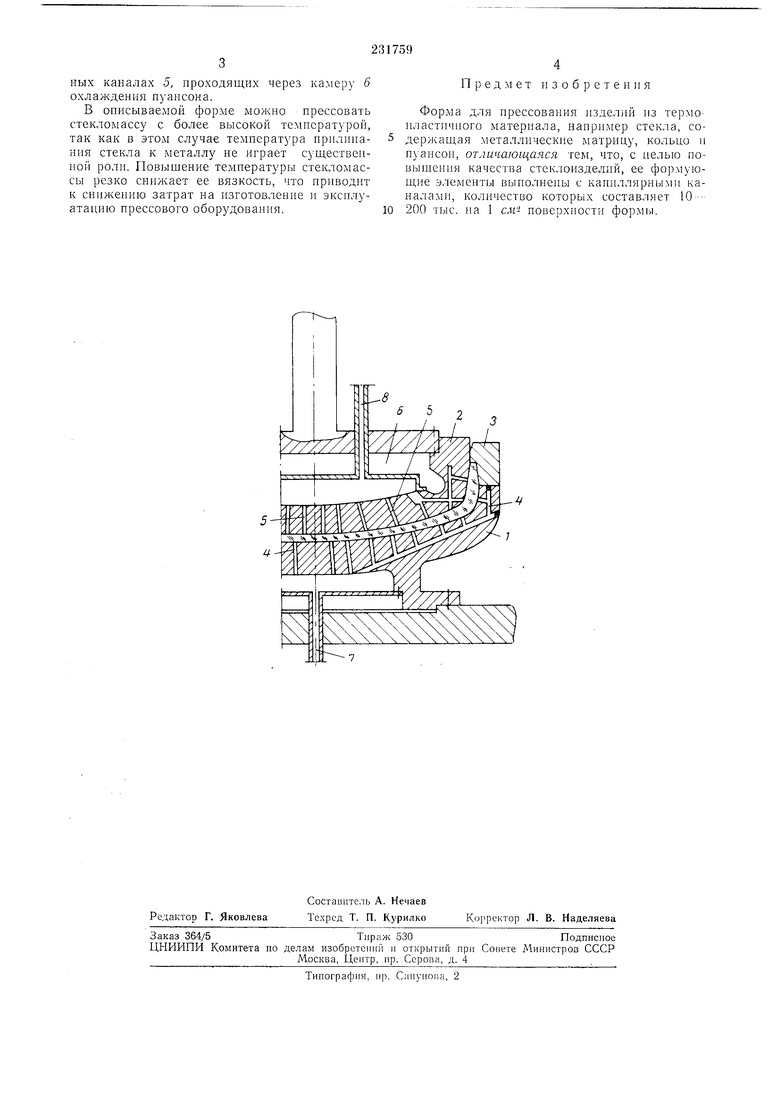
Па чертеже представлена описываемая форма, разрез.
Форма состоит из матрицы 1, пуансона 2 и кольца 3, имеющих капиллярные каналы 4 и 5.
Пуансон 2 имеет камеру водяного охлаждения 6.
Сжатый воздух подают в капиллярные каналы 4 по трубопроводу 7, а в каналы 5 - по трубопроводу 8.
Паклон капиллярных каналов может колебаться от О до 90° в любую сторону от горизонтальной оси.
Количество каналов равно 10-200 тыс. на 1 см- поверхности.
Перед подаче капли стекломассы в форму по каналам 4 подают сжатый воздух под давлением, обесиечивающим поддерлсанне капли во взвешеннол состоянии.
В начале рабочего хода пуансона 2 сжатый воздух начинают нодавать по каналам 5 в пуансоне и кольце.
Па протяжении процесса прессования давленпе во всех каналах поддерлсивают постоянным.
При иоднятии пуансона 2 воздух продолжает поступать через капиллярные каналы 5 пуаисона и кольца, предотвращая тем самым всасывание стекломассы.
Поскольку в процессе прессования благодаря воздушной прослойке не нроисход 1т контактирования стекломассы с формующими элементами, имеет место огневая полировка изделий.
Отвод тепла от стеклоизделия в процессе прессования осуществляется в основном конвекцией, а также излучением и теплопроводностью. Для увелпчения эффективности охлаждения за счет излучения внутреннюю поверхность матрицы, пуансона и кольца покрывают топким слоем материала с высокой поглощательной способностью.
иых каналах 5, проходящих через камеру 6 охлаждения пуансона.
В описываемой форме можно прессовать стекломассу с более высокой температурой, так как в этом случае температура прплпиания стекла к металлу не играет существенной роли. Повышение температуры стекломассы резко снижает ее вязкость, что нрнводит к синжению затрат на изготовление и экснлуатапию прессового оборудования.
Предмет и з о б р е т е и и я
Форма для прессоваиия изделий из термопластичного материала, например стекла, содержащая металлические матрицу, кольио и пуаисои, отличающаяся тем, что, с целью повышеиия качества стеклоизделий, ее фор.мующие элементы выполнены с капиллярными каналами, количество которых составляет 10 200 тыс. на 1 см- поверхности формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для прессования изделий из стекла | 1977 |
|
SU618345A1 |
| Устройство для формования изделий | 1978 |
|
SU876556A1 |
| Устройство для изготовления стеклоизделий | 1983 |
|
SU1121245A1 |
| Устройство для прессования стеклоизделий | 1979 |
|
SU885160A1 |
| Многоместный инструмент для прессования стеклоизделий | 1981 |
|
SU1013423A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ | 2010 |
|
RU2447029C1 |
| Формовой комплект для изготовления полых стеклоизделий | 1989 |
|
SU1692957A1 |
| Устройство для прессования стеклоизделий | 1981 |
|
SU1038300A2 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| Устройство для формования изделий | 1978 |
|
SU737367A1 |
