Изобретение относится к устройствам для формования стеклянной тары и других сгеклоизделий прессовыдувным способом.
Целью изобретения является получение равномерного распределения стекла на изделии с одновременным снижением его массы.
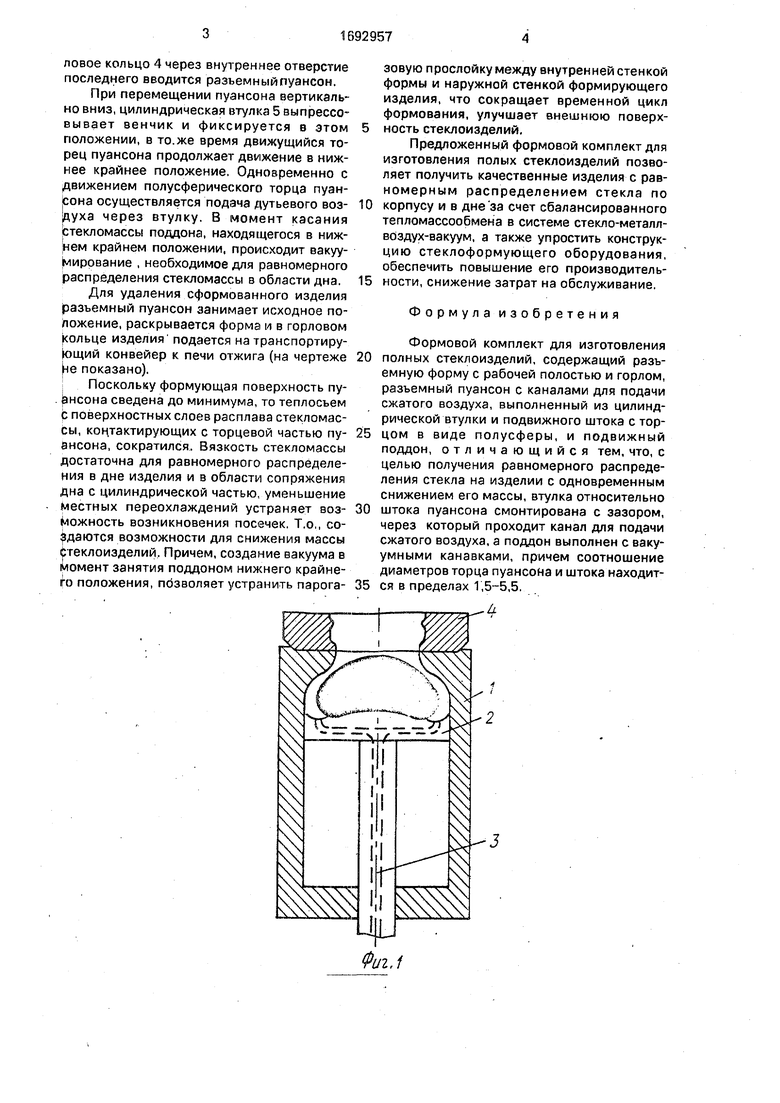
На фиг. 1 показано исходное положение деталей устройства в момент приема капли стекломассы; на фиг. 2 - то же. в момент прессования горла и венчика; на фиг. 3 -то же, в момент начала выдувания изделия; на фиг. 4 - то же, в момент вакуумирования; на фиг. 5 - то же, в момент окончательного формования изделия.
Формовой комплект для формования стеклоизделий состоит из разъемной формы 1. подвижного поддона 2 с вакуумными канавками 3, горлового кольца 4, пуансона,
выполненного из цилиндрической втулки 5 и штока 6 с торцом в виде полусферы 7.
Цилиндрическая втулка 5 установлена с зазором относительно штока для подачи дутьевого воздуха. Рычаг8 подвижного поддона с вакуумными канавками также выполнен полым для создания вакуума между стенками изделия и формы.
Соотношение диаметра торца пуансона и диаметра штока находится в пределах 1.5-5,5.
Устройство работает следующим образом.
Порция стекломассы подается в полость, образовавшуюся движущимся поддоном 2 и формой 1. Поддон 2 занимает верхнее крайнее положение, затем на верхнюю торцовую часть формы опускается горО Ю
Ю
Ю
ел VI
левое кольцо 4 через внутреннее отверстие последнего вводится разъемный пуансон.
При перемещении пуансона вертикально вниз, цилиндрическая втулка 5 выпрессо- вывает венчик и фиксируется в этом положении, в то.же время движущийся торец пуансона продолжает движение в нижнее крайнее положение. Одновременно с движением полусферического торца пуансона осуществляется подача дутьевого воздуха через втулку. В момент касания стекломассы поддона, находящегося в нижнем крайнем положении, происходит вакуу- мирование , необходимое для равномерного распределения стекломассы в области дна.
Для удаления сформованного изделия разъемный пуансон занимает исходное положение, раскрывается форма и в горловом кольце изделия подается на транспортирующий конвейер к печи отжига (на чертеже не показано).
Поскольку формующая поверхность пуансона сведена до минимума, то теплосъем с поверхностных слоев расплава стекломассы, контактирующих с торцевой частью пуансона, сократился. Вязкость стекломассы достаточна для равномерного распределения в дне изделия и в области сопряжения дна с цилиндрической частью, уменьшение местных переохлаждений устраняет возможность возникновения посечек. Т.о., создаются возможности для снижения массы стеклоизделий. Причем, создание вакуума в момент занятия поддоном нижнего крайнего положения, позволяет устранить парогазовую прослойку между внутренней стенкой формы и наружной стенкой формирующего изделия, что сокращает временной цикл формования, улучшает внешнюю поверхность стеклоизделий.
Предложенный формовой комплект для изготовления полых стеклоизделий позволяет получить качественные изделия с равномерным распределением стекла по
корпусу и в дне за счет сбалансированного тепломассообмена в системе стекло-металл- воздух-вакуум, а также упростить конструкцию стеклоформующего оборудования, обеспечить повышение его производительности, снижение затрат на обслуживание.
Формула изобретения
Формовой комплект для изготовления
полных стеклоизделий, содержащий разъемную форму с рабочей полостью и горлом, разъемный пуансон с каналами для подачи сжатого воздуха, выполненный из цилиндрической втулки и подвижного штока с торцом в виде полусферы, и подвижный поддон, отличающийся тем, что, с целью получения равномерного распределения стекла на изделии с одновременным снижением его массы, втулка относительно
штока пуансона смонтирована с зазором, через который проходит канал для подачи сжатого воздуха, а поддон выполнен с вакуумными канавками, причем соотношение диаметров торца пуансона и штока находится в пределах 1,5-5,5.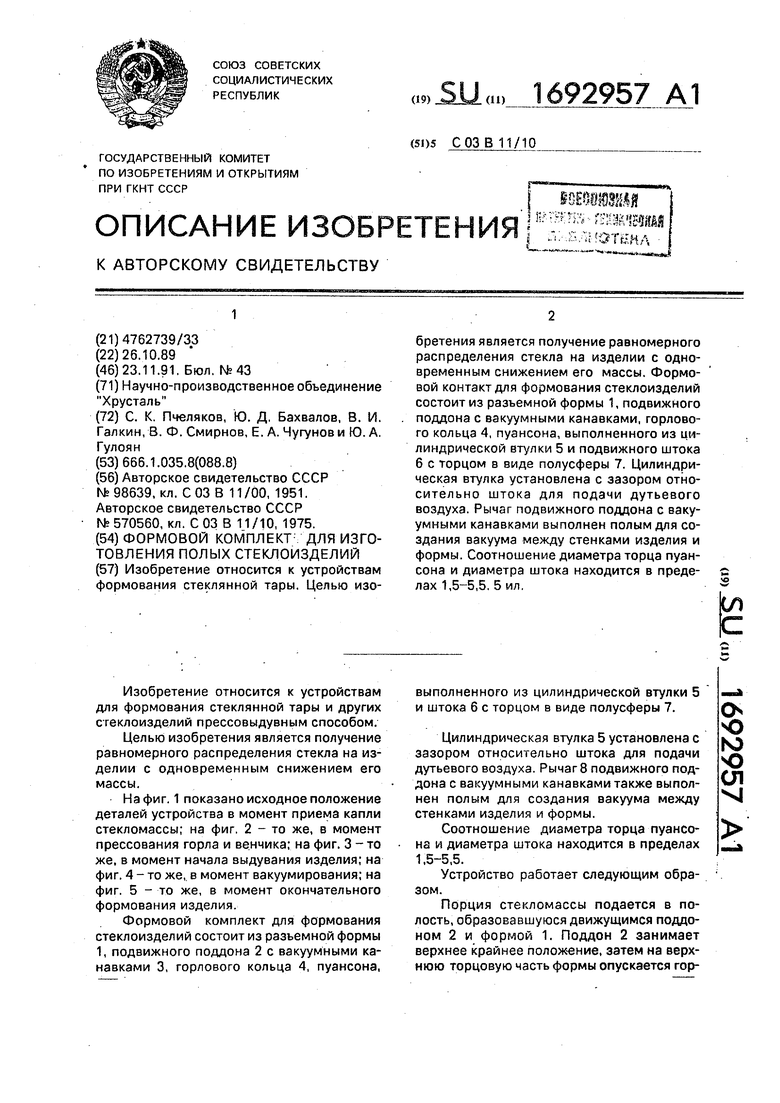
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| Устройство для изготовления полых стеклоизделий | 1977 |
|
SU737366A1 |
| Устройство для формования изделий из стекла и ситалла | 1976 |
|
SU605794A1 |
| ПРЕССОВЫДУВНАЯ МАШИНА | 1969 |
|
SU233850A1 |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| Машина для формования изделий из стекла | 1987 |
|
SU1518313A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗКОГОРЛОГО СТЕКЛЯННОГО ИЗДЕЛИЯ | 2022 |
|
RU2803351C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024438C1 |
| Секционная стеклоформующая машина | 1973 |
|
SU653221A1 |
| Способ формования изделий | 1979 |
|
SU771029A1 |
Изобретение относится к устройствам формования стеклянной тары, Целью изобретения является получение равномерного распределения стекла на изделии с одновременным снижением его массы. Формовой контакт для формования стеклоизделий состоит из разъемной формы 1, подвижного поддона с вакуумными канавками, горлового кольца 4, пуансона, выполненного из ии- линдрической втулки 5 и подвижного штока 6 с торцом в виде полусферы 7. Цилиндрическая втулка установлена с зазором относительно штока для подачи дутьевого воздуха. Рычаг подвижного поддона с вакуумными канавками выполнен полым для создания вакуума между стенками изделия и формы. Соотношение диаметра торца пуансона и диаметра штока находится в пределах 1,5-5,5. 5 ил.
Xх - х I s - У
-(
(риг. 2
Фиг А.Зробок
Вакуум
Фиг 5
Составитель В.Юдина Техред М.Моргентал
Воздух
4
е 5 Фиг.З
Фиг 5
Корректор М.Демчик
| Способ формования стеклянных изделий с боковыми каналами | 1951 |
|
SU98639A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления полых стеклоизделий | 1975 |
|
SU570560A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
