(54) ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1968 |
|
SU231759A1 |
| Способ изготовления оптических деталей из стекла и устройство для его осуществления | 1982 |
|
SU1033451A1 |
| Устройство для формования изделий | 1978 |
|
SU876556A1 |
| Способ изготовления труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066944A1 |
| Формовой комплект для изготовления полых стеклоизделий | 1989 |
|
SU1692957A1 |
| Форма для изготовления стеклоизделий | 1977 |
|
SU631462A1 |
| Способ производства крупногабаритных полированных оптических изделий | 1982 |
|
SU1024427A1 |
| Способ производства полированных оптических изделий и устройство для его осуществления | 1981 |
|
SU1030324A1 |
| УСТРОЙСТВО И СПОСОБ ВЫТЯЖКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ ЧЕРЕЗ ФИЛЬЕРУ | 2023 |
|
RU2809418C1 |
| Способ прессования полых стеклоизделий и устройство для его осуществления | 1985 |
|
SU1321700A1 |
Изобретение.касается формы для изготовления, изделий из стекла и может быть использовано на заводах оптического и тезсническо.го стекла. Известка форма для изготовления изделий из стекла, содержащая матрицу с пористой облицовкой из никеля, кобальта, алюминия, графита и крег-1ни Основной недостаток указанной формы низкое качество получаемых стек лоизделий, обусловленное прилипанием стекла к метгшлу. Наи&олее близким техническим реше:нием к изобретению является форма для прессования изделий из термопластичного материала, содержащая газонепроницаемув матрицу, выполненную с капил лярными каналами, количество которых составляет 10-200 тыс. на 1 смповерх ности формы. Перед подачей капли стекломассы в Форму подают сжатый воздух под давлением, обеспечивающим поддержание капли во взве1иеином сос оянии. При этом воздух в полость фор мы подается ХОЛОДНБМ . Далее в форму помек ают каплю стеклсадассы и прессуют не прекращая подачи сжатого воздуха, при благодаря врздушной прослойке не происходит контактирование стекломассы с формирующим элементом Недостатком данного решения является низкое качество получаемых стеклоизделий из-за неоднородности капли стекломассы по вязкости, вследствие подачи в полость формы холодного сжатого газа. Указанная неоднородность (внутренние слои капли имеют вязкость значительно меньшую, чем наружные ) является источником образования свилей в получаемых изделиях, а также приводит .к неравномерной усадке. Цель изобретения - повышение качества изделий за счет окисления газовой смеси. Цель достигается тем, что в форме для прессования изделий из стекла, содержащей металлический корпус, выполненный с капиллярными каналами, и систему подачи газовой смеси, ка пиллярные каналы выполнены с покрытием из платины или палладия. В этом случае пластина приподаче в форму горючей газовой смеси выполняет роль химического реагента, позволяющего проводить реакцию окисления, т.е. беспламенное сгорание газа.
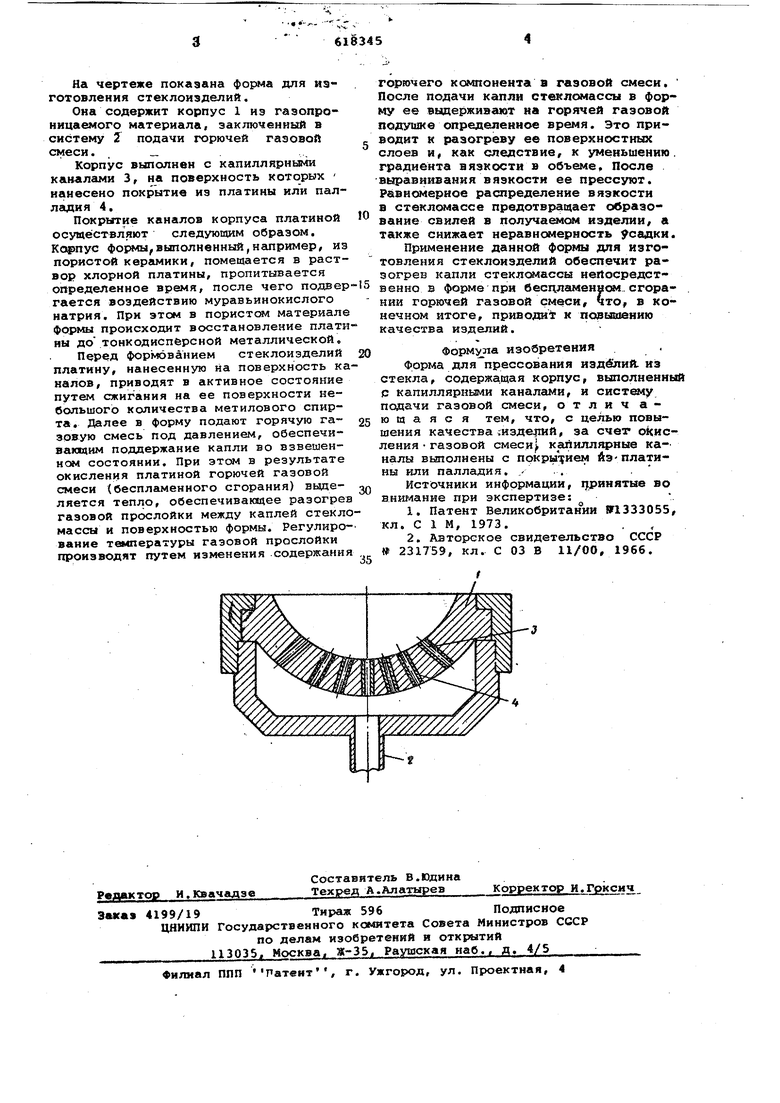
На чертеже показана форма для иэготовления стеклоизделий.
Она содержит корпус 1 иэ газопроницаемого материала, эаключениьгй в систему Z подачи горючей газовой смеси. , „
Корпус выполнен с капиллярн1Ф4и каналами 3, на поверхность которых нанесено покрытие иэ платины или палладия 4.
Покрытие каналов корпуса платиной осуществляют следующим образом. Корпус формы,выполненный,например, из пористой керг№1ики, помещается в раствор хлорной платины, пропитывается определенное время, после чего подвер гается воздействию муравьинокислого натрия. При этом в пористсял материале формы происходит восстановление платины до тонкодисперсной металлической.
Перед формованием стеклоиэделий платину, нанесенную на поверхность каналов, приводят в активное состояние путем сжигания на ее поверхности небольшого количества метилового спирта. Далее в форму подают горячую газовую смесь под давлением, обеспечиВахяцнм поддержание капли во взвешенном состоянии. При этом в результате окисления платиной горючей газовой смеси (беспламенного сгорания) выделяется тепло, обеспечивающее разогрев газовой прослойки между каплей стекломассы и поверхностью формы. Регулирование температуры газовой прослойки производят путем изменения содержания
горючего компонента в газовой смеси. После подачи капли стекломассы в форму ее выдерживают на горячей газовой подушке определенное время. Это приводит к разогреву ее поверхностных слоев и, как следствие, к уменьшению градиента вязкости в объеме После выравнивания вязкости ее прессуют. Равнся«(ерное распределение вязкости в стекломассе предотвращает образование свилей в получаемом изделии, а также снижает неравномерность усадки. Применение данной формы для изготовления стеклоизделий обеспечит разогрев капли стекломассы непосредственно в форме при бесдламеннда.сгорании горючей газовой смеси, что, в конечном итоге, приводив к повышению качества изделий.
Формула изобретения Форма для прессования изделий, из стекла, содержа.щая корпус, выполненны р капиллярными каналами, и систему подачи газовой смеси, о т л и ч а ю и а я с я тем, что, с целью повышения качества ;изде ий, за счет- о ислениягазовой смеси капиллярные каналы выполнены с пркры ием из платины или палладия. ,Источники информации, IJpинятыe во внимание при экспертизе:
