(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ Изобретение относится к устройствам формования: изделий требуемой крнфигураций из размягченного стекла или другого пластичного материаша и может быть использовано в стекольной и других отраслях промьиашенности для производства различных изделий, изготовляемых прессованием, выдуванием/ прессовыдуванием, вакуумным выдуванием, вытягиванием, моллированием. Известно устройство для формова-. ния стекла из расплавленной стекломассы на газовой подушке, когда заго товку перемещают между внешними формирующими устройствами, создающими внешнюю газовую подушку 13. При этом необходимо сложным образ цом регулировать давление формования с последующим внешним воздействием газовых противодавлений трудно управ ляемой величины с одновременным равновеликим термическим воздействием. Это устройство не,обеспечивает по лучения качественной повероености стек ла и возможности ее модификация (уп рочнения, офактуривания, окрашивания) . Сложность управления термообра боткой и невозможность создания равномерного в отдельных случаях изотер .мического поля газовой подушки по всей рабочей поверхности формы ведет к повышению брака стеклоизделий, нестабильности механических и физикохимических свойств. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является, устройство для формования стеклоизделий на пори стой опоре,установленной в корпусе,через которую пропускают газ под.да;влением. Стекло оставляют на опоре до придания ему формы этой опоры под влиянием поверхностногоНатяжения, силы тяжести и давления газовой прослойки 2 . Это решение исключает принудительное ф ормованйв, что обусловливает полу« ение ограниченного круга изделий, кроме того, необходимо длитель- . ное время 20-30 с для затвердения изделия, что снижает производительность установки и качество изделий. Для твердения стекла сверху требуется внешнее охлаждение. Цель изобретения - улучшение качества поверхности, изделий за счет равномерного распределения газовой подушки. Указанная цель дрстигаетс.я тем, что устройство для -формования. из лелиЯ из термопластичногб материала, пр,еимущественно стекла на газовой подушке, содержащее корпус с установленной внутри мелкопористой вставкой и камерой, связанной с элементами подвода газа, снабжено пластиной, установленной в камере параллельно мелкбпористой вставке и выполненной ,с соплами Ловаля.
Отдельный вид газа или пара, например N , N023, ЗОз, NH Jили различные комбинации их, могут легко создать на поверхностях формующих элементов газовую прослойку, которая предохраняет стекломассу от прямого контакта с поверхностью металлов и тем самым снижает износ формового инструмента. Образуемая прослойка газа поз воляет не только достигать высокого качества поверхности изделия, но при необходимости модифицировать ее, т.е упрочнять или специально (декоративно, рельефно) обрабатывать.
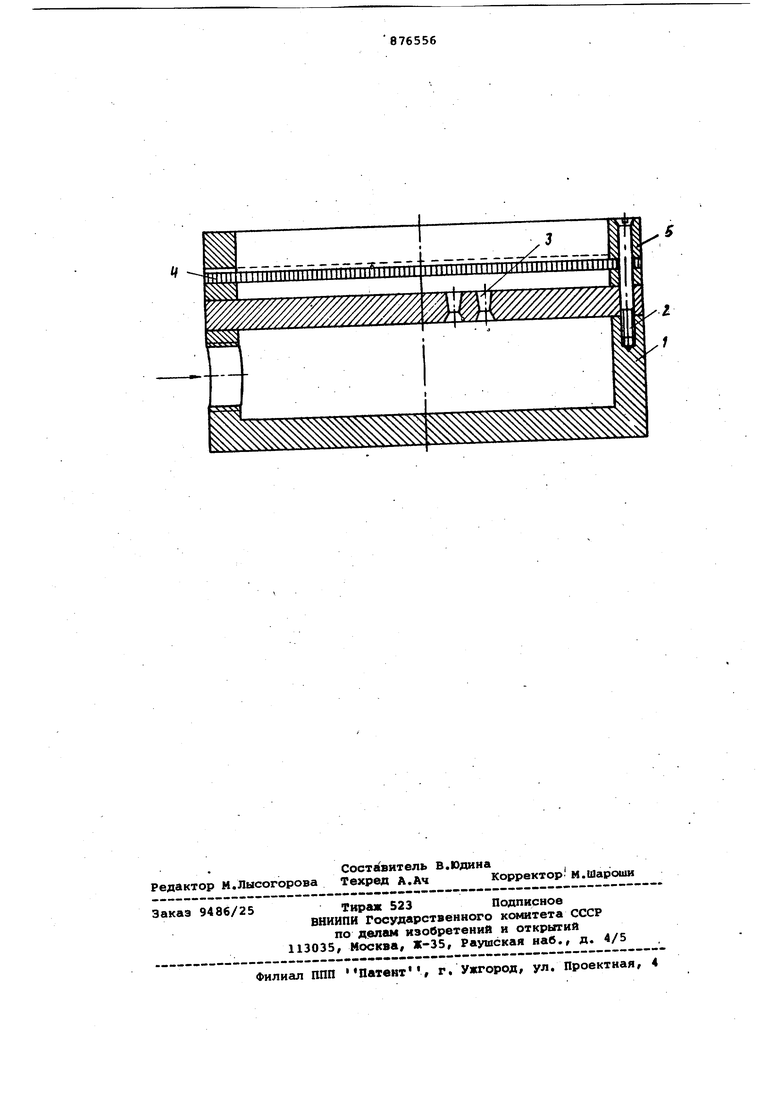
.На чертеже изображено устройство для формования стеклоизделий.
Устройство включает корпус 1, крепежный винт 2, диффузоры в виде сопел Ловаля 3, пористую мелкопористую пластину 4 и направляющее кольцо 5.
Сопла 3 необходимы для обеспечения истечения газа перед пластиной 4 со сверхзвуковой скоростью, сетчатая пластина 5 обеспечивает равномерность газовой прослойки по всей формующей i поверхности. Малое гидравлическое сопротивление сетчатой пластины способствует проникновению через нее газа со сверхзвуковой скоростью. Поэтому отдельные струи воздуха в зоне, ограниченной диффузором и сетчатой пластиной не могут смешиваться, что исключает локальное перемещение. воздуха в места, где над пористым металлом нет стекломассы. Оптимальный расход воздуха легко подбирают и регулируют в зависимости от веса капли и ее геометрических размеров, таким образом, чтобы обеспечить нахождение капли во взвешенном состоянии и в то же время Вез колебаний в горизоитсШЬ ной плоскости. Расход газа, истекающего со сверхзвуковой скоростью, on-i ределяют по следующей формуле (для X
воздуха) G ,
где G - расход воздуха, кг/с; у,,
РО - давление воздуха, кг/м ; 5дРцп сумма критических сечений сопел,
TO температура газа, К.
В процессе движения формующих органов по направлению друг к другу происходит деформация капли до получения изделия заданной формы. Деформадия происходит с интенсивным отводом тепла от стекломассы (коэффициент теплоотдачи 200 Вт/мм -С). В процессе прессования отвод тепла от стеклоиэделия в течение 1-3 с происходит за счет конвекции 83%, излучения 16% и теплопроводности 1 %.
Для формования стеклоизделий с упрочненной поверхностью в камеру перед диффузором 3 подают газ, насыщенный парами одного из ряда соединений KNO, NaCC , ЗпСВд. TiCE в количестве 15-50% по массе с давлением 3 ати. В этом случае на поверхности матриц образуется равномерная газовая прослойка, включающая пары одного из указанных соединений с давлением 2,5 ати. Стеклоизделие формуется способом прессования при 1010-1085°С, вязкости пауз, в контакте с парами оно упрочняется за счет ионного обмена. Прочность при этом увеличивается на 100-200% или. с 900 кг/см до 1800 кг/см.
Предлагаемое устройство для формования позволит достичь следующих о технико-экономических показателей: повысить производительность различных стеклоформующих машин на 15-20% .повысить качество стеклоизделий; выход годных изделий до 95-100,0%; стабильность механических и физико-химических свойств до вариации значений в пределах 1-2%; модифицировать поверхность стеклоизделий; упрочнять стекло на сжание: min от 50 до кг/мм , мах от 200 до 20000 кг/мм ,2 на удельный изгиб от 2 до 200 кг/см ; декорировать, придавать цвет, рельеф, узор и т.п.
Формула изобретения
Устройство для формования изделий из термопластичного материала, преимущественно стекла на газовой подушке, содержащее корпус с установленной внутри мелкопористой вставкой и камерой, связанной с элементгм подвода газа, ртличающеес я тем, что с целью улучшения качества поверхности изделий за счет равномерного распределения, газовой подушки, оно снабжено пластиной, установленной в камере параллельно мелкопористой вставке и выполненной с соплами Ловаля.
Источники информации, принятые во внимание при гжспертиэе
1.Па-гент СССР 438172, кл, С 03 В 11/00, 1969.
2.Патент Великобритании
1429343, кл. С 1 М, опублик. 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовой комплект для изготовления полых стеклоизделий | 1989 |
|
SU1692957A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| Автомат для изготовления полых стеклоизделий | 1981 |
|
SU996342A1 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| Форма для прессования изделий из стекла | 1977 |
|
SU618345A1 |
| Способ формования стеклоизделий | 1980 |
|
SU977412A1 |
| Способ прессования полых стеклоизделий и устройство для его осуществления | 1985 |
|
SU1321700A1 |
| Способ изготовления стеклотары для высших сортов парфюмерии | 1980 |
|
SU948901A1 |
| Способ механизированного изготовления полых стеклоизделий с накладом | 1983 |
|
SU1157029A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024438C1 |