Известны станки для изготовления «ольцейых изделий из термопластичных труб, включающие смоитированные на раме подвилсные зажимы и нагреватель.
В процессе производства изделий на таких ставках предусмотрены предварительная резка трубы 1на заготовки определенной длины и Последующее удаление облоя сварочного шва, ороизводимое вне станков, что снижает производительность труда.
Предлагаемый станок отличается тем, что о-н оборудован разъемной кольцевой кассетой, а его зажимы снабжены режущими кромками. Это позволяет получать заготовки определенной длины И удалять облой после сварки концов заготовки непосредственно «а станке, что повышает производительность труда.
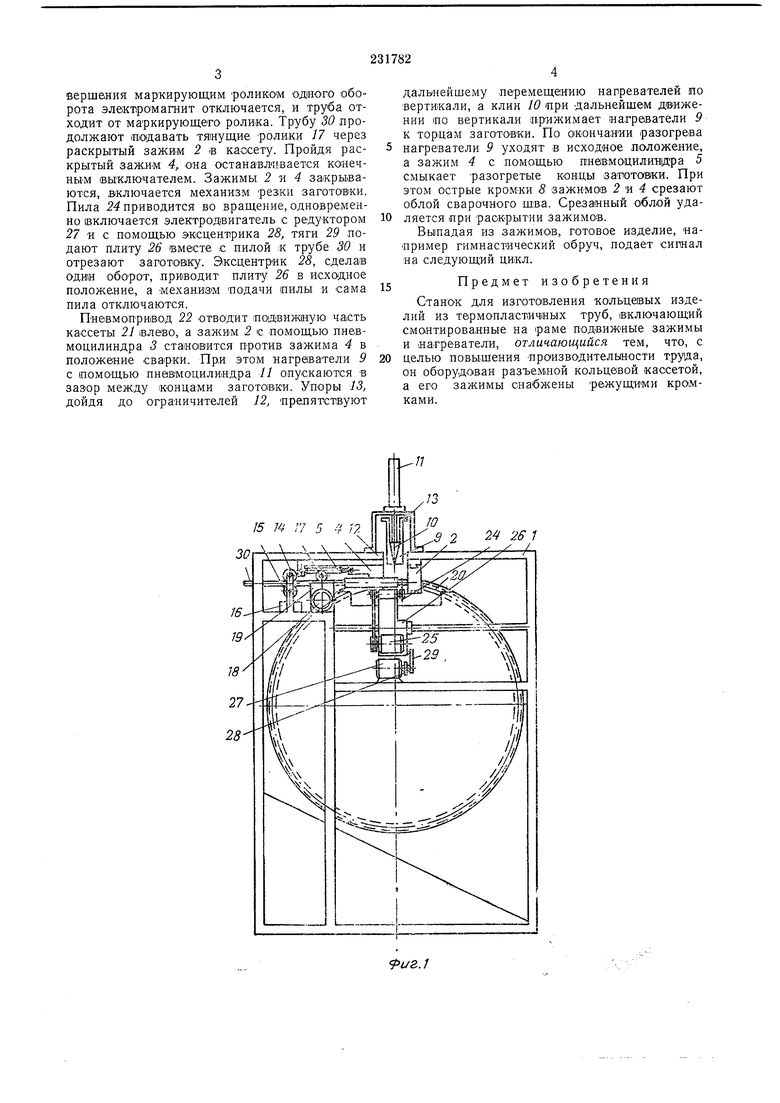
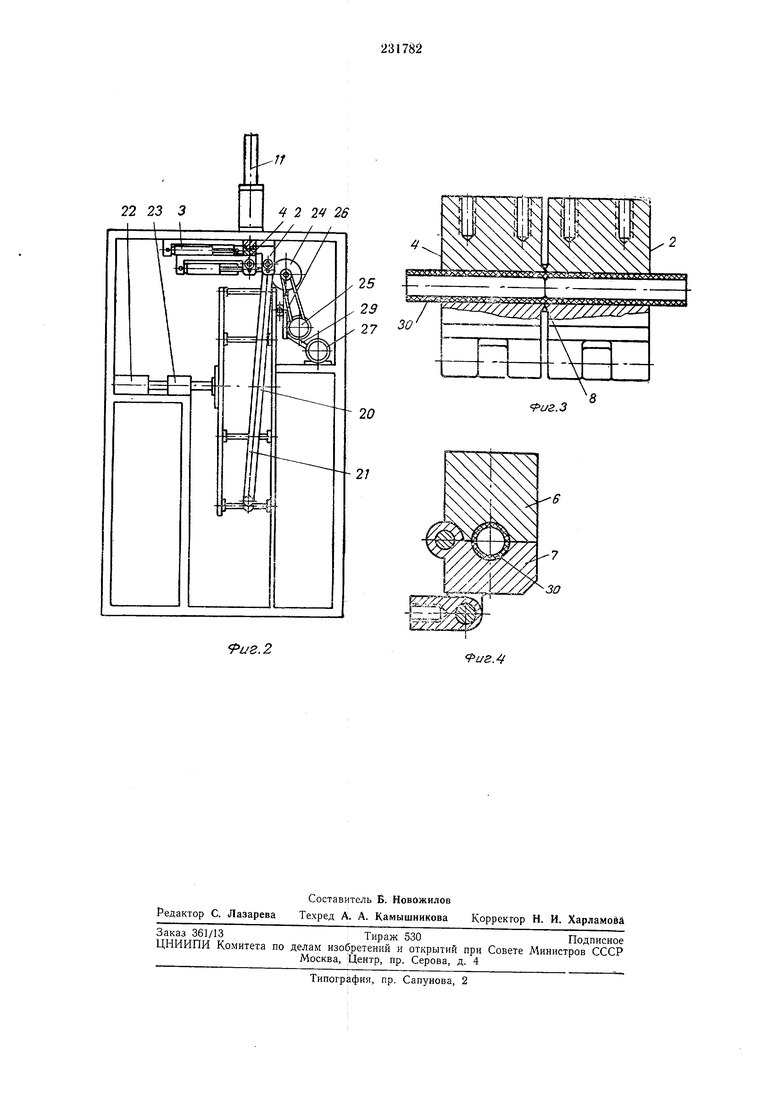
На фиг. 1 изображен предлагаемый станок, вид спереди; яа фиг. 2 - то же, вид сбоку; на фиг. 3 .и 4 - зажимы, продольный и .поперечный разрезы.
Станок 1включает смонтированные на раме / зажим 2, перемешаемый пневмоцияиндром 5 перпендикулярно оси заготовки, и зажим 4, перемещаемый пневмоцилиндром 5 вдоль оси заготовки. Зажимы выполнены в виде кольцевых захватав 6 и 7, плотно облегающих по всей окружности концы заготовки, и снабжены режущими кромками 5. Два нагревателя 9 закреплены на клине 10, расположенном на
щтоке пневмоцилиндра //. Упоры 12 и ограничитель 13 служат для ограничения движения нагревателей но вертикали. Станок содержит маркирующее устройство, в которое
входят маркирующий 14 и прил имной 15 ролики н электромагнит 16.
Устройство подачи трубы в кассету имеет два тянущих ролика 17, приводимых в двил ;ение электродвигателем 18 через редуктор 19.
Разъемная кассета выполнена в виде кольцевой камеры, одна половина 20 которой закреплена неподвижно, а другая - 21 перемещается с номощью пневмопривода 22 в цилиндрической направляющей 23. Механизм резки
заготовки состоит из дисковой пилы 24 с приводом 25, закрепленных на качающейся плите 26. Узел подачи пилы содержит электродвигатель с редуктором 27 и эксцентриком 28, который соединен с качающейся плитой с номощью тяги 29.
Станок работает следующим образом. После включения станка в работу термопластичная труба 30 из бухты проходит через маркирующее устройство и тянущие ролики 17
подают ее в кассету.
В момент начала подачи трубы в кассету включается электромагнит 16, и ролик 15 прижимает трубу 30 к маркирующему ролику 14. При дальнейшем движении трубы на ее повершения маркирующим роликом одного оборота электромагнит отключается, и труба отходит от маркирующего ролика. Трубу 30 продолжают подавать тянущие ролики 17 через раскрытый зажим 2 ;в кассету. Пройдя раскрытый зажим 4, она останаВЛ вается конечным выключателем. Зажимы 2 Н 4 закрываются, включается механизм резки заготовки. Пила 24 приводится во вращение, одновременно включается электродвигатель с редуктором 27 И с помощью эксцентрика 28, тяги 29 подают плиту 26 вместе с пилой к трубе 30 и отрезают загото1В(ку. Эксцентрик 28, сделав один оборот, приводит плиту 26 в И|Схо|Дное положение, а механизм подачи пилы и сама пила отключаются.
Пневмопривод 22 отводит под1вижную часть кассеты 21 влево, а зажи-м 2 с помощью пневмоцилиндра 3 становится против зажима 4 в положение сварки. При этом нагреватели 9 с помощью пнввмоцилиндра 11 опускаются в зазор между концами заготовки. Упоры 13, дойдя до ограничителей 12, препятствуют
дальнейшему перемещению нагревателен по Вертикали, а клин 10 при дальнейшем дв ижении по вертикали прижимает нагреватели 9 к торцам заготовки. По окончании разогрева нагреватели 9 уходят в исходное положение, а зажим 4 с помощью пневмоциливдра 5 смыкает разогретые концы заготовки. При этом острые кромки 8 зажимов 2 и 4 срезают облой сварочного шва. Срезанный облой удаляется при раскрытии зажимов.
Выпадая из зажимов, готовое изделие, например гимнастический обруч, подает сигнал на следующий цикл.
Предмет изобретения
Станок для изготовления кольцевых изделий из термопластичных труб, включающий смонтированные на раме подвижные зажимы и нагреватели, отличающийся тем, что, с целью повышения производительности труда, он оборудован разъемной кольцевой кассетой, а его зажимы снабжены режущими кромками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 1993 |
|
RU2095201C1 |
| Станок для переработки тонкомерной древесины | 1975 |
|
SU517486A1 |
| ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU317507A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
| Станок для облицовывания кромок щитов | 1987 |
|
SU1493466A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 1999 |
|
RU2151032C1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Станок для изготовления электровакуумных приборов | 1983 |
|
SU1157031A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
/7
.32 2 261
.Г X X /
