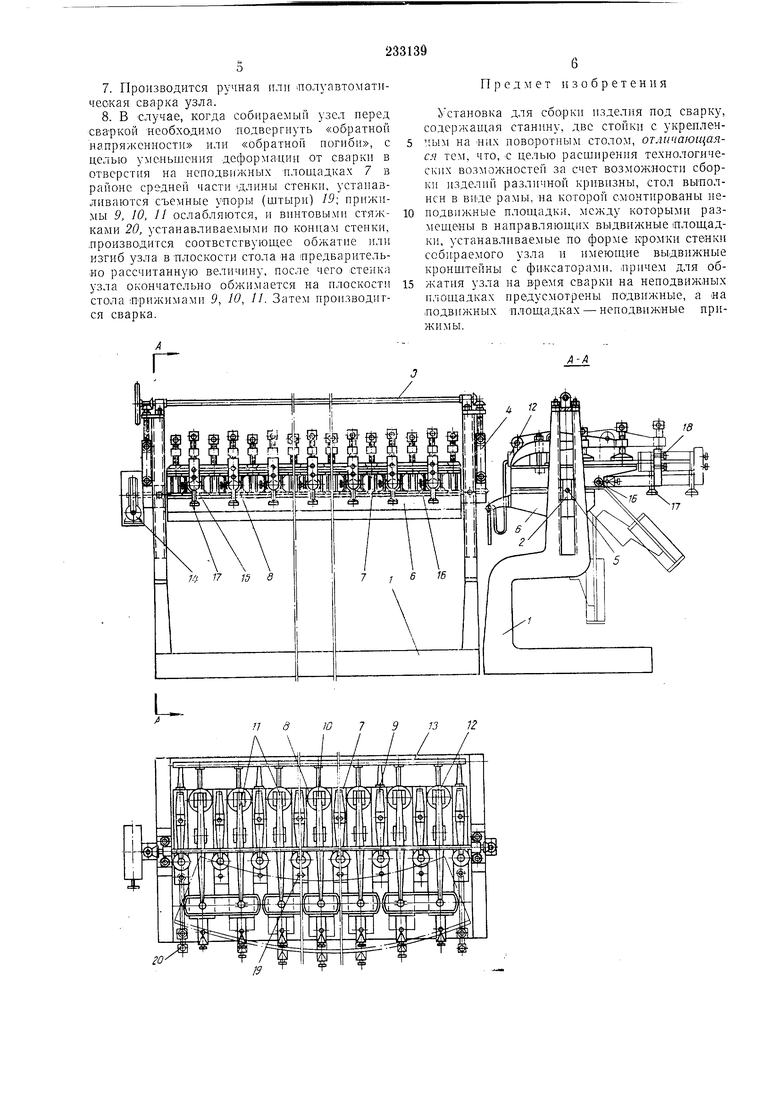
Известны установки для сборки изделия иод сварку, содержащие станину и две с гонки с укренленным на них поворотным столом. Отличием предложенной установки является то, что стол выиоляен в виде рамы, на которой смонтированы -неиодв.ижные илощадки, между которыми размещены в направляющих выдвижные площадки, устанавливаемые по форме кромки стенки собираемого узла и имеюн ие выдвижные кронщтейны с фиксаторами, лричем для обжатия узла иа время сварки на неподвижных площадках предусмотрены подвижиые, а на подвижных площадках - ненодвижные лрижимы. Сущность изобретения поясняется чертежом. Станина 1 на левой и правой опорах имеет вертикальные направляющие с лазами для качающихся щарнирных подщипников 2. Подщипники 2 могут качаться на осях, параллельных продольной оси стенда, и перемещаться по вертикальным пазам станины cinoмощью -приводного механизма 3, связанного с .подщипниками посредством щарнирпых тшдвесок 4. Оси 5, входящие в подщилники 2, приварены к корпусу стола 6, причем левая ось закреплена в подщилнике 2 от продольного пере.мещения, аправая-«е закреплена (для возможности лодкантовки стола). Корпус стола (} .представляет ico6on жесткую раму, на верхней плоскости которой лрпвареиы неподвижные площадкп 7, а в направляющих между «ими размен ены подвижные площадкп 8, 1перемещающиеся в поперечном направлении стола (в Продольном направлении стенда). Площадки 8 стопорятся в нужных положениях винтовыми стопорами (эти стопоры иа чертеже не показаны). 7 и S образуют рабочую поверхность стола, форму которой можНО менять в соответствии с формой собираемого под сварку узла изменением положения плоп1адок 8. Для обжатия на рабочей поверхностп стола стенкп собираемого и обжатия собранного узла перед сваркой на площадке 7 располо ;ены винтовые Прижимы 9, перемещающиеся з поперечном иаПравлении стола, а на |Илои1,адке 8 - неподвижные прижимы - одинарные/ и спаренные П. Прижимы W и 11 могут враидаться на вертикальных осях, что дает возможность отВОдигь головки прижимов от места расиоложсния стенки узла. Прижимы могут быть как винтовыми, так и с гидравлическим пли пневматическим приводом 12, работаюииш от трубопровода со щлангом 13.
Ma прилагаемом чертеже .-приведены вариаНты иеполнения Прижлмов как винтовых, так и с пневмопрнводом.
Для вращения корпуса етола елужит приводной механизм 14, закрепленный на левом псдшпинике 2 п еоеднненный е левой осью 5.
Приводные механизмы 3 н 14 люгут быть р у ЧН I j м и и л 1 э л е KTip о м ех а н и ч е с ки м и.
Для фикеацнн иодожения пояска собирае ;ого узла относительно стенки служат выдвижные кронштей-ны 15, :перемен1а1оии- сся в площадках 8 на агпонках и фиксируемые в нужном положений стопорами 16.
В конце каждого отверстия в столе (в леиоДВ1-ГЖНОЙ втулке для каждого кронщтей на) 1;меется щионка длиной 30-40 мм, а на цилиндрической иоверхности каждого кронштейна- по две Продольные щпоночиые канавки, параллельные между собой.
Концы этих щпоночных канавок соединены между еобой поперечной канавкой, щирина которой .равна длине игпонки, находящейся во втулке,
Когда кронштейн 15 необходимо убрать, чтобы он не мешал выполнению сварки, его уста1иавлИВают поперечной шпоночной канавкой над шпонкой, разворачивают па 90°, надевают второй шпоиочной канавкой на шпонку, устанавливают во втулке во второе крайнее положение и закрепляют eтoнopo 16.
Кронштейны 15 имеют тагоке винтовые фиксаторы 17 для фиксации положения иояска собираемого узла относительно стенки, и винты 18-для поджатия этого нояска к стенке (выдерживая величину еварочного зазора) в случае неточно1го изгиба иояека по форме кромки стенки.
На вертикальных частях кронштейнов 15, рабочие кромки которых перпендикулярны плоскости стола, прикреплены линейки с делекиями (цена деления - 1 мм для онределения положения рабочей плоскости фиксатора 17 (плоскости, на которую оиирается иоясок) отиосительно рабочей плоскости стола.
Для иридаиия узла1М «обратной напряженноети или «обратной погиби (когда это необходимо) перед сваркой в плопдадках 7 предуемотрены съемные упоры (штыри) 19, устанавливаемые в районе средней части длины етенки, и съемиые винтовые стяжки 20, устанавливаемыс по концам узла.
Работа на стенде-позиционере
При опиеании работы на стенде-позиционере учитывается, что привариваемая кромка стенки собираемого узла обработана, а поясок собираемого узла выправлен или изогнут в соответствии с существующими (прииятыми) положениями.
1. Выдвижные площадки 5 и кронщтейны/5 уетанавлнваютея в требуемое положение, ориентируясь но пояску собираемого узла или .по привариваемой к пояску кромке стенки. При зтом .прижимы 9, 10 и // разворачиваются на своих вертикальных осях примерно на 70-80°. Таким образом, передние части прижимов отр.одятся от нероднеи етола на неооходимое расстояние, обеспечивая воз.можность укладки стенки узла на рабочей плоскости етола.
2.Стенка собираемого узла укладывается на стол в требуемое иоложеиие, ориентируясь но передним кромкам выдвижных площадок 8. ГТрижимы .9, 10 н // поворачиваются в рабочее положение (ставятся .иа лист стенки узла), стенка узла обжимается но плоскости стола прижимами.
При сборке ксрогких узлов (порядка 500-и,и) на столе укладывается нееколько стенок узлов, в зависпмоети от длины стола и длины узла. Таким образом, од}юв 1еменно собираются и свариваются несколько узлов.
3.Фиксаторы 17 илоекоетями, на которые должна опираться нижняя кромка пояска собираемого узла, устанавливаются на расстоянии от рабочей илоскости стола .по высоте
, где В - ширина пояска; 6 - тол2 2
щииа стенки.
4. Поясок собираемого узла устанавливается на опорные плоскости фиксаторов /7, выдерживая его раеноложение ио отношению к стенке по длине, я вмесге с кронштейнами 15 вручную подводится к кромке стенки; при этом с помощью мерных прокладок выдерживается величина сварочного зазора между кромкой стенки и пояеком. Затем кронштейны 15 закрепляютея на своих местах винтовыми стонорами 16.
Положение пояска узла по отнощению к етенке по длине выдержггвается совмещением концевых кромок стенки и пояека, еели пояски и стенки по длине одинаковы; если же ноясок узла короче стенки, то при изгоговлении стенки или при сборке узла на стенке делаются риски (одна или .две) положения -концов пояска, и при сборке узла концы пояска устанавливаются по нанесенным риекам.
Перпендикулярноеть расположения пояска узла по отношению к етенке обеспечивается иерпендикулярностью вертикальных направляющих кронштейнов 15 к рабочей плоскости стола при сборке прямых узлов и положением опорных плоскостей фиксаторов 17 при сборке кривых узлов (узлов с кривыми лоясками).
о. Винтами 18 произвадится более точное поджатие пояска узла к кромке стенки в тех местах, где вследетвие неточного изгиба пояска и неточной обработки кромки стенки получаютея увеличенные сварочные зазоры.
Так как кронштейны 15 раеположены подлиlie стола на расстоянни 300-350 мм друг от друга, необходимость поджатия пояека узла к етенке, в промежутках между кронштейнами, исключается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку узлов таврового сечения | 1972 |
|
SU444702A1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Устройство для сборки под сварку тонкостенных металлических цистерн | 1985 |
|
SU1250434A1 |
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ДЛЯ РАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166166C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| СТЕНД ДЛЯ СБОРКИ ОБЕЧАЕК С ПРОДОЛЬНЫМ ШВОМ | 1970 |
|
SU271477A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Стенд для сборки под сварку плоских решетчатых металлоконструкций | 1981 |
|
SU1006140A1 |
| Кантователь | 1988 |
|
SU1555096A1 |
| Стенд для сборки и сварки металлоконструкций | 1988 |
|
SU1608030A1 |
