Предложенная головка может быть использована в области тяжелого и энергетического машиностроения при мехаиической обработке угольников, патрубков и други.х деталей, имеюгцих отверстия, выполненные по дуге с углом 90°.
Известны головки для шлифования и полирования внутренней поверхности труб, выполненные в виде перемещаюш,егося в полости трубы пневматического роторного двигателя, сообшаюш;его враидение рабочим инструментам, и гибкого шланга, на котором установлены направляющие кольца, наружный диаметр которых соответствует внутреннему диаметру трубы.
Описываемая головка для обработки дуговых отверстий отличается тем, что механизм передачи вращения установлен в корпусе, изогнутом по дуге 90°.
Такое выполнение обеспечивает обработку отверстий с .получением точной геометрической оси в деталях типа патрубков.
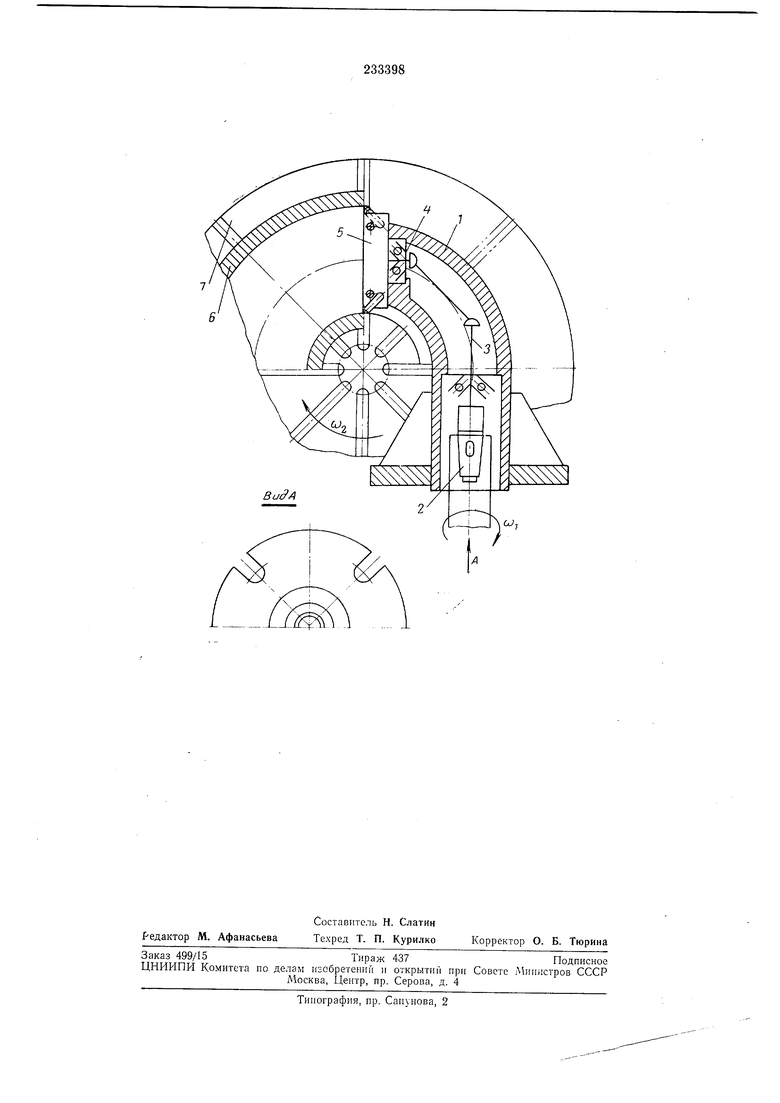
На чертеже изображена схема предложенной головки.
Головка для обработки дуговых отверстий содержит корпус /, выполненный по дуге с углом 90°, в котором смонтирован механизм передачи В ращения режуш,им элементам, состоящий из конического хвостовика 2, шарнирных муфт 3 и щпинделя 4. На Шпинделе крепится державка (патрсн) 5 для чернового и Ч1 стового резца, имеющего подачу от микрометрического внпта через косозубую передачу (на чертеже не показано).
Работает головка следующим образом.
Головка устанавливается на планшайбе, например расточного станка, которая в момент работы головки не вращается.
Обрабатываемая деталь 6 устанавливается на пово ротном столе 7 станка.
Через конический хвостовик 2 и систему шарнирных муфт S движение от шпинделя расточного станка передается державке (патрону) 5 с резцами. Вращением стола 7 деталь подается на головку, вращающиеся резцы которой производят обработку внутренней поверхности детали 6.
После обработки вращением стола 7 в обратную сторону обработанная деталь 6 возвращается в исходное положение и снимается со стола.
Предмет изобретения
Головка для обработки отверстий с криволинейной осью, снабженная механизмом передачи вращения и режущим элементо:, отличающаяся тем, что, с целью обработки отверстий с получением точной геометрической оси в деталях типа патрубков, механизм передачи вращения установлен в корпусе, изогнутом по дуге 90°.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| Расточная головка | 1989 |
|
SU1798047A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1973 |
|
SU384629A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Приспособление к токарному станку | 1979 |
|
SU859053A1 |
| РАСТОЧНОЙ СТАНОК | 1970 |
|
SU279298A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1971 |
|
SU309777A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |