Известен способ ультразвуковой сварки, при которой в зону соединения вводят ультразвуковые колебания частотой до 80 кгц.
Предложенный сиособ позволяет сократить потери эиергии на рассеивание колебаний благодаря тому, что вводят колебания частотой 0,7-5 мгц.
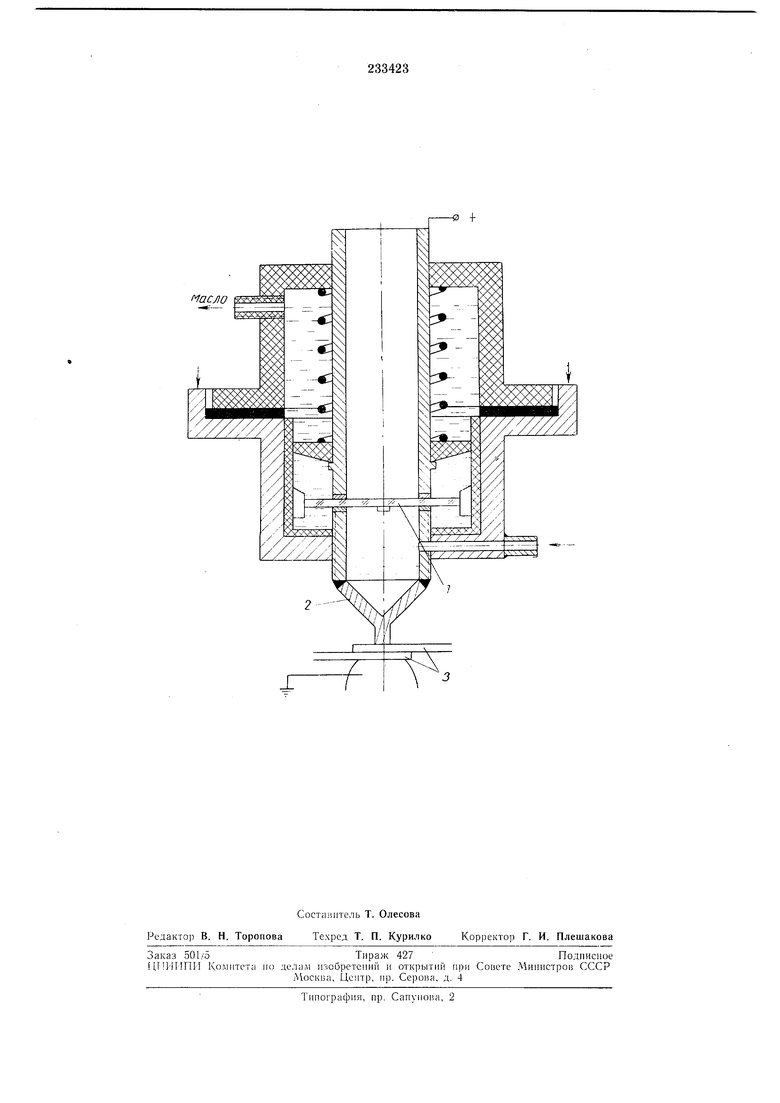
Сущность изобретения поясняется чертежом.
В головке для сварки по оппсываемому способу ультразвуковые колебанпя, передаваемые от кварца / через трансформаторное масло на волновод 2, концентрируются на наконечнике волновода и передаются в свариваемые детали 3. Частота колебаи11Й 0,7-5 мгц. Волновод 2 выполнен из титанового сплава
ОТ-4, угол при вершине конуса 125°, толщина стенки конуса 2 мм.
Переход в ультразвуковой сварке к частотам / 0,7-5 мгц иозволит сваривать более толстые материалы, чем они свариваются существующими методами ультразвуковой сварки, так как потери па рассеивание ультразвука иа эти.ч частотах резко у.меньшаются.
Предмет изобретения
Способ ультразвуковой сваркп, при которой в зону соединения вводят ультразвуковые колебания, отличающийся тем, что, с целью уменьшения потерь энергпи на рассеивание колебаний, вводят колебания частотой 0,7- 5 мгц.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЙ СВАРОЧНЫЙ ПРЕСС | 2004 |
|
RU2261177C1 |
| Устройство для ультразвуковой сварки | 1990 |
|
SU1764898A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ПЛАСТМАСС | 2003 |
|
RU2240917C2 |
| Отражатель ультразвуковой сварочной установки | 1961 |
|
SU152350A1 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Способ ультразвуковой сварки | 1989 |
|
SU1692789A1 |
| Волновод для ультразвуковой сварки | 1990 |
|
SU1804987A1 |
| СПОСОБ ЛЕЧЕНИЯ ПЕРЕЛОМОВ ТЕЛ ПОЗВОНКА | 2007 |
|
RU2351375C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ С УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2015 |
|
RU2616313C1 |
| Способ стыковой ультразвуковой сварки деталей из полимерных материалов | 1987 |
|
SU1512802A1 |