Известна плазменная горелка для сварки кольцевых швов, содержащая сопло и установленный эксцентрично относительно оси его канала неплавящийся электрод.
Предлагаемая горелка позволяет упростить технологию сварки и расширить диапазон диаметров кольцевых швов благодаря тому, что сопло снабжено приводом вращения, а ось канала сопла наклонена к оси электрода.
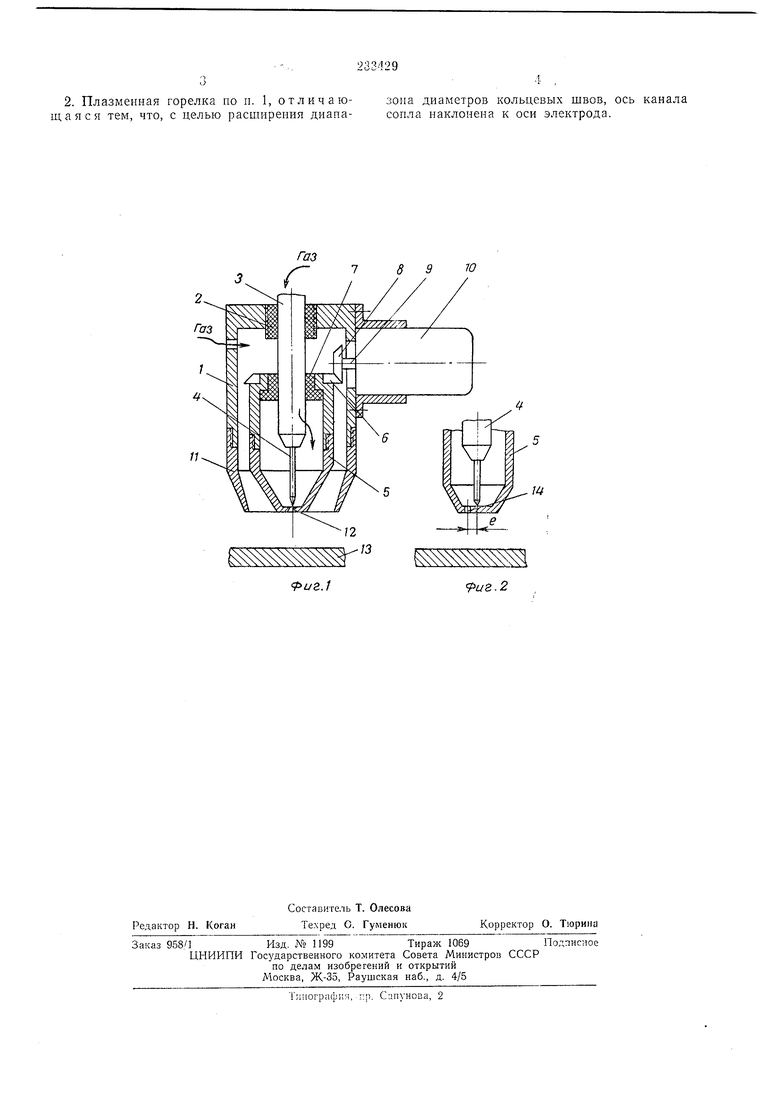
На фиг. 1 показано выполнение канала сопла с паклоной осью, на фиг. 2 - то же, с осью параллельной оси электрода.
Плазменная горелка содержит корпус 1, в который через изолятор 2 вставлен электрододержатель 3 с неплавящимся электродом 4. Сопло 5 снабжено нриводом, включающим щестерню б, сидящую на скользящей посадке на изолирующей втулке 7, скрепленной с электрододержателем 3. Шестерня 6 входит в зацепление с щестерией 8, посаженной на вал 9 электродвигателя с редуктором 10. Для защиты зоны сварки горелки снабжена дополнительным соплом 11. Ось канала сопла может быть наклонена (см. фиг. 1) или параллельна (фиг. 2) оси электрода.
Горелка работает следующим образом.
В сопло 5 подают плазмообразующий газ. При включении источника сварочного тока между электродом 4 и сонлом 5 возникает дежурная дуга, плазму которой газ выдувает
через канал 12 сопла 5. При касании плазмой дежурной дуги изделия 13 возникает рабочая дуга. Одновременно с этим включают электродвигатель с редуктором 10, который
через вал 9 и шестерни 6 и 8 передает вращение соплу 5 относительно оси электрода 4. Поскольку ось канала 12 сонла 5 не совпадает с осью электрода, то при повороте сопла 5 на изделии 13 образуется кольцевой шов.
В случае выполнения кана.1а сопла с наклонной осью диаметр щва будет зависеть от величины зазора между плазмообразующим соплом 5 и изделием 13 и от угла между осью канала 12 и осью электрода 4. По второму
варианту (см. фиг. 2) диаметр щва на изделии не зависит от зазора между соплом и изделием, а только от величины смещения оси канала 14 относителньо оси электрода 4.
20
Предмет изобретения
1. Плазменная горелка для сварки кольцевых швов, содержащая сопло и устанавленный эксцентрично относительно оси его канала неплавящийся электрод, отличающийся тем, что, с целью упрощения технологии сварки, сопло снабжено приводом вращения.
2. Плазменная горелка по п. 1, отличающаяся тем, что, с целью расширения диапазона диаметров кольцевых швов, ось канала сонла наклонена к оси электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ ТОНКОЛИСТОВЫХ КОНСТРУКЦИЙ | 1968 |
|
SU209599A1 |
| Плазменная горелка | 1989 |
|
SU1680463A1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ КОСВЕННОЙ ДУГОЙ | 1971 |
|
SU289879A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СВАРОЧНЫХ ПРОЦЕССОВ | 1971 |
|
SU295630A1 |
| СПОСОБ ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА | 1972 |
|
SU336116A1 |
| ФОТОЭЛЕКТРИЧЕСКОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО | 1970 |
|
SU278923A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Горелка для дуговой сварки в защитных газах (ее варианты) | 1984 |
|
SU1175642A1 |
Риг.1
89 Ю
иг.2

