Изобретение относится :К способам устано-вки сварочных устройств относительно сва1риваемого стыка и может быть использовано, в частности, при сварке труб с трубными решетками.
Известный способ ориентации сварочной горелки относительно стыка с использованием в качестве датчика положения электро-да сканирующего дугового разряда не позволяет осуществить достаточно точную ориентацию.
Предлагаемый способ отличается тем, что сигнал о расположении горелки относительно соединения получают путем сканировалия косвенной дугой поверхности изделия, причем радиус сканирования равен радиусу сварного стыка. Кроме того, ори плазменной сварке в качестве датчика положения используют дежурную дугу.
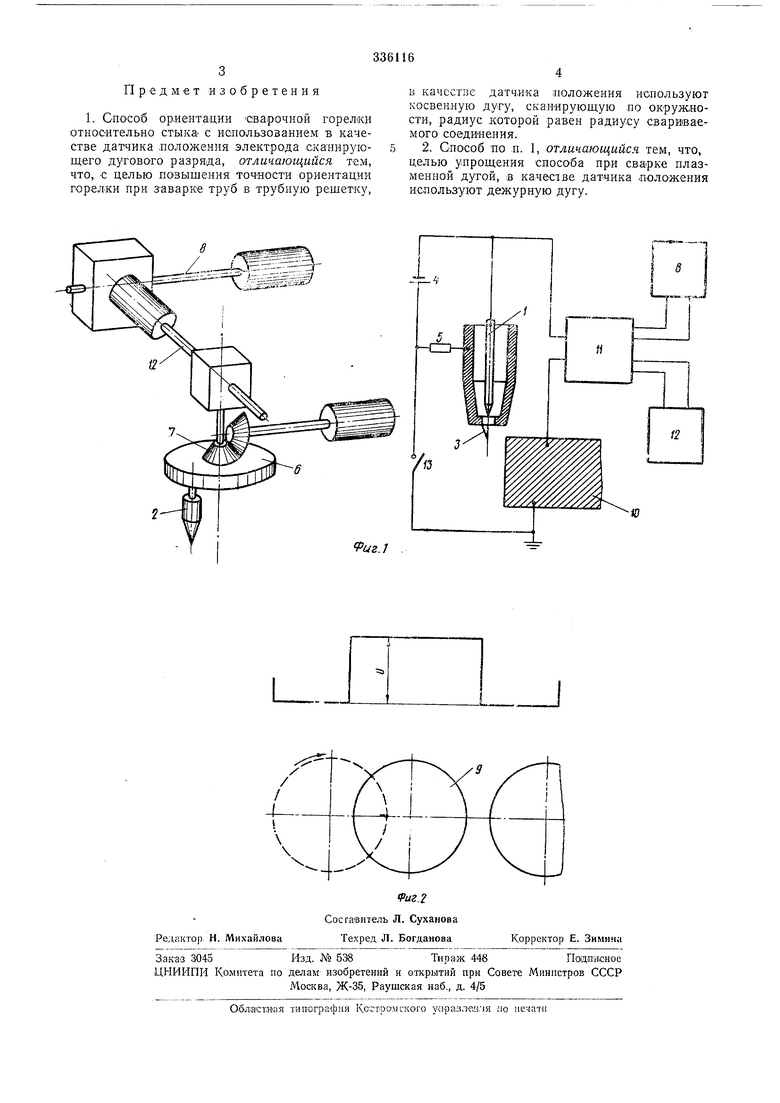
Па фит. 1 иредставлелы кинематическая схема и блок-схема, иллюстрирующие осуществление предлагаемого способа; фиг. 2 поясняет принцип получения сигнала, свидетельствующего о взаимном расположении сварочной головки и кольцевого .
Способ осуществляют следующим образоМ.
плазменную дугу 3, которую литают от источника 4 через балластное сопротивление 5. Планщайбу 6 приводят во вращелие от привада 7, приче.м радиус вращения горелки 2 равен радиусу завариваемого отверстия. Одновременно включают мехализм 8 продольного перемещения, который перемещает нлаищайбу 6 с горелкой 2 вдоль завариваемых отверстий 9. Горелку 2 располагают на такой высоте, чтобы факел дежурной дуги 3 мог касаться плоскости свариваемого изделия 10. В тех случаях, когда ось вращения горелки 2 не совпадает с осью отверстия 9, напряжение между электродом / и изделием 10 за время
одного оборота изменяется от О в момент нахождения горелки над отверстием до U в момент нахождения горелки над плоскостью изделия 10. А.наЛИЗИруя величину напрял елия в различные моменты времени, электронный
блок 11 проводит корректировку расположения планшайбы 6 с помощью механизма 12 поперечного перемещения. В момент выхода горелки на стык паиряж:ение в течение всего оборота постоян.но и равно L. В этот момент
блок 11 отключает .механизМы 8 и 12 перемещения, включает силовой, контактор 13, через который осуществляется питание основпой дуги, и происходит сварка по програм:ме. По окончании сварки горелку перемещают к слеПредмет изобретения
1. Способ ориентации сварочной горелки относительно стыка с использованием в качестве датчика .положения электрода сканирующего дугового разряда, отличающийся тем, что, с целью повышения точности ориентации гореЛКИ при з-аварке труб в трубную решетку,
в качестве датчика положения используют косвенную дугу, сканируюш,ую ло окружности, радиус которой равен радиусу свариваемого соедипения.
2. Способ ПО п. 1, отличающийся тем, что, целью упрощения способа пр.и сварке плазменной дугой, ;В качестве датчика -положения используют дежурную дугу.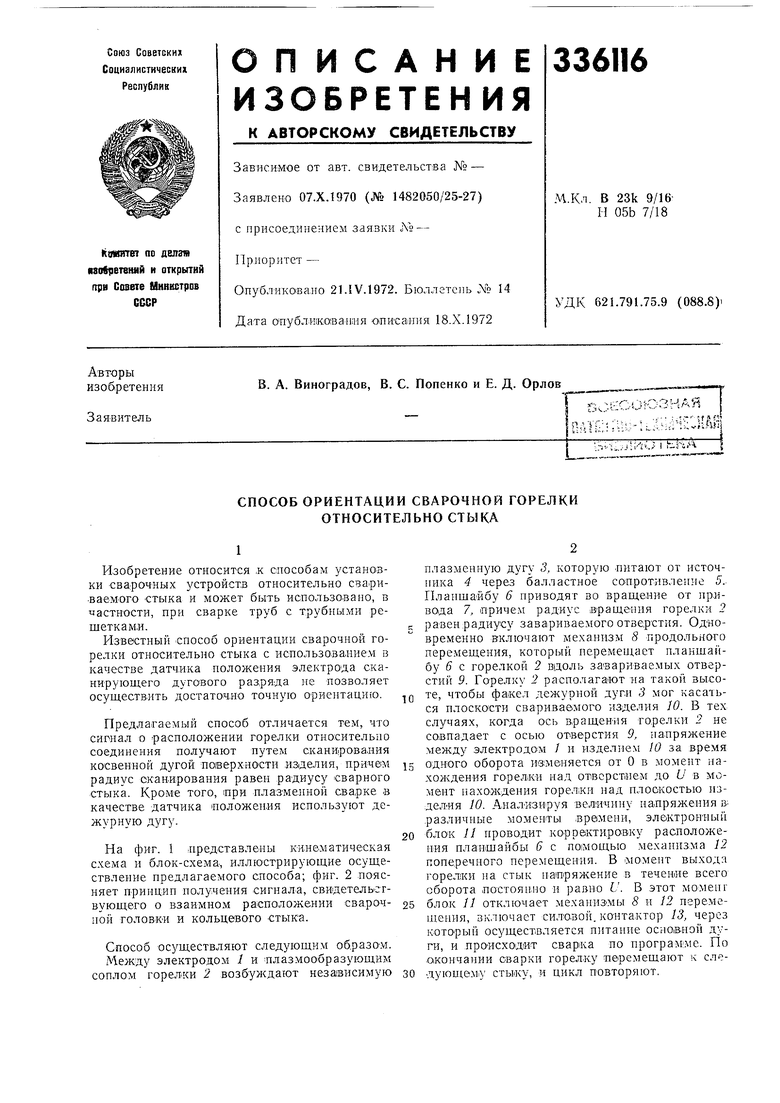
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки труб с трубной решеткой | 1981 |
|
SU1007881A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ИЗДЕЛИЙ ДУГОВОЙ СВАРКОЙ | 1990 |
|
SU1693807A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 1995 |
|
RU2111098C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ ориентации электрода относительно стыка свариваемых изделий | 1982 |
|
SU1053991A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1980 |
|
SU1006123A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |