Известный снособ получения абразивных инструментов на металлической связке путем центробежной пропитки абразивного порошка заключается в том, что абразивный порошок и навеску металлической связки помеш.ают в замкнутую полость прессформы, которую затем враш,ают, одновременно нагревая. Этим способом получают абразивный слой инструмента, который затем укрепляют на корпусе.
Предлагаемый способ позволяет изготовлять абразивный слой одновременно с корпусом инструмента и равномерно распределять абразивный порошок В прессформе.
Отличается он тем, что последовательные операции засыпки абразивного порошка, заливки жидких металлической связки и сплава, образующего корпус инструмента, проводят ВО вращающейся прессформе. Для получения абразивного слоя заданной концентрации СВЯЗКИ В качестве жидкой связки применяют металлические расплавы, плотность которых меньще плотности материала абразивного порошка. В качестве металлической связки могут быть использованы сплавы на алюминиевой основе.
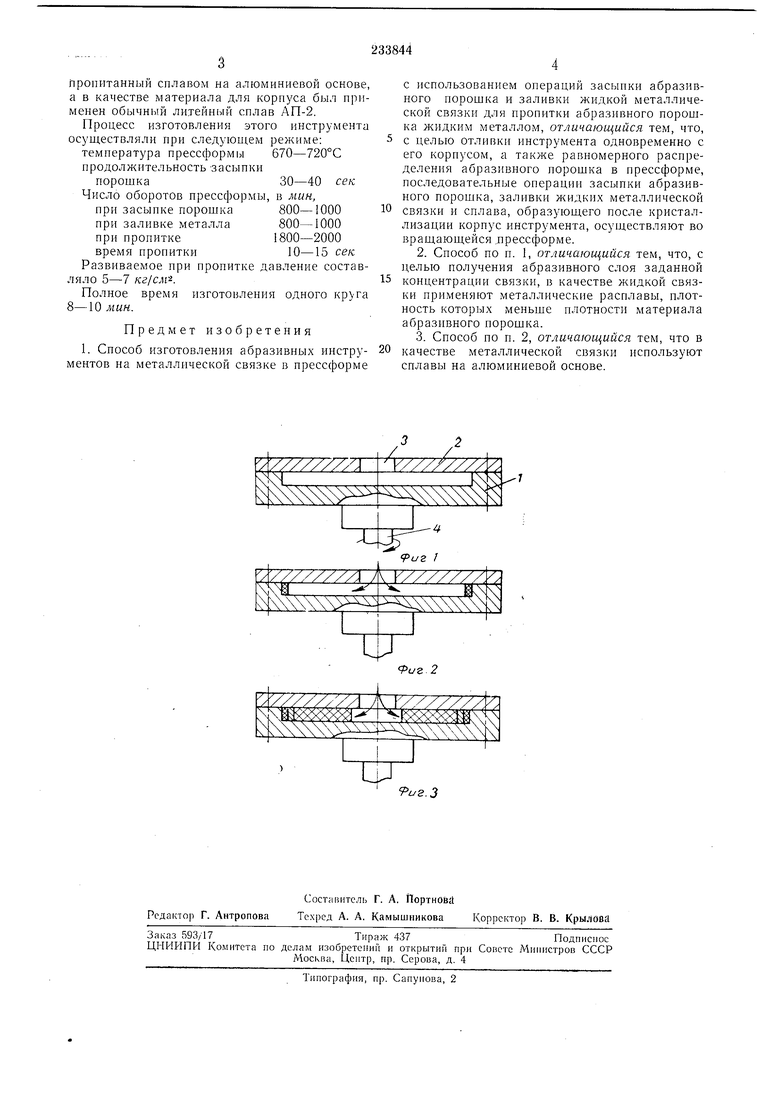
На фиг. 1 показана прессформа для осуихествления способа; на фиг. 2 - прессформа в момент засыпки абразивного порошка; на фиг. 3-прессформа после заливки жидкого сплава.
2
Она имеет внутреннюю полость, соответствующую размерам отливаемого круга, корпус / и крышку 2, В центре которой выполнено отверстие 3. Собранная прессформа устанавливается на вал 4 и может вращаться с необходимым числом оборотов. Нагревают прсссформу при ее в индукторе токами высокой частоты или в печи до крепления на валу. Температура прессформы должна быть температуры плавления связки. Во вращающуюся нагретую пpeccфop y через центральное отверстие засыиают с иостоянной скоростью навеску абразивного порощка, зерна которого разбрасываются под действпем центробежцой силы п ложатся ровным слоем на стенки ирессформы. Не останавливая Bpanieния прессформы, в нее последовательно заливают жидкие металлические связки и сплав, из которого после охлаждения кристаллизируется кориус круга.
Число оборотов выбирают таким, чтоб| 1 связка под действием центробежной силы проникла В пустоты между частицами абразива и плотно обволакивала каждую из них.
Нрессформу вращают до завершения кристаллизации силава. После ее охлаждения извлекают готовую отливку.
Предложенным способом был изготовлен, наиример, алмазный инструмент типа АПП-200, который содержит алмазный слой,
пропитанный сплавом на алюминиевой основе, а в качестве материала для корпуса был применен обычный литейный сплав АП-2.
Процесс изготовления этого инструмента осуществляли при следующем режиме: температура прессформы 670-720°С продолжительность засыпки
порощка30-40 сек
Число оборотов прессформы, в мин, при засыпке порощка800-1000
при заливке металла800-1000
при пропитке1800-2000
время пропитки10-15 сек
Развиваемое при пропитке давление составляло 5-7 /сг/сл -.
Полное время изготовления одного круга 8-Юлшн.
Предмет изобретения
1. Способ изготовления абразивных инструментов на металлической связке в прессформе
с использованием операций засыпки абразивного порошка и заливки жидкой металлической связки для пропитки абразивного порощка жидким металлом, отличающийся тем, что, с целью отливки инструмента одновременно с его корпусом, а также равномерного распределения абразивного порошка в прессформе, последовательные операции засыпки абразивного порошка, заливки жидких металлической связки и сплава, образующего после кристаллизации корпус инструмента, осуществляют во вращающейся прессформе.
2.Способ по и. 1, отличающийся тем, что, с целью получения абразивного слоя заданной
концентрации связки, в качестве жидкой связки применяют металлические расплавы, плотность которых меньше плотности материала абразивного порощка.
3.Способ по п. 2, отличающийся тем, что в качестве металлической связки используют
сплавы на алюминиевой основе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА | 1970 |
|
SU263434A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С НЕМЕТАЛЛИЧЕСКИМИ ЧАСТИЦАМИ | 1967 |
|
SU195927A1 |
| Способ изготовления алмазного инструмента | 1981 |
|
SU990423A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОАБРАЗИВНЫХ ЭЛЕМЕНТОВ | 1993 |
|
RU2042499C1 |
| СПОСОБ ПРОПИТКИ АЛМАЗОСОДЕРЖАЩИХ БРИКЕТОВ ЛЕГКОПЛАВКИМИ МЕТАЛЛАМИ И СПЛАВАМИ | 2014 |
|
RU2580264C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2012 |
|
RU2478455C1 |
| Металлическая связка | 1979 |
|
SU833433A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕПЛОПРОВОДНОГО АЛЮМИНИЙ-ГРАФИТОВОГО КОМПОЗИТА | 2020 |
|
RU2754225C1 |
| Способ изготовления полировального инструмента | 1989 |
|
SU1689054A1 |
| Способ изготовления шлифовального инструмента | 1978 |
|
SU722750A1 |
.З
