Известны нрессовыдувные машины для изготовления полых стеклоизделий, наиример бутылей, содержащие разъемные черновую, нолучистовую и чистовую формы, а также устройства для создания разрежения и иодачп сжатого воздуха.
Описываемая машина механизирует ироцесс переноса заготовки изделия из одной формы в другую.
Это достигается тем, что она выполнена с вертикально иоворотной черновой формой и горизонтально поворотным столом, на котором подвижно укреплены разъемные захваты с подпружиненными фиксируюш,ими штоками.
Кроме того, с целью обеспечения поворота черновой формы вокруг горизонтальной оси на 180°, каждая из ее половинок укреплена на скалках крестовины, кинематически взаимодействующей с шестеренчато-реечным приводным механизмом.
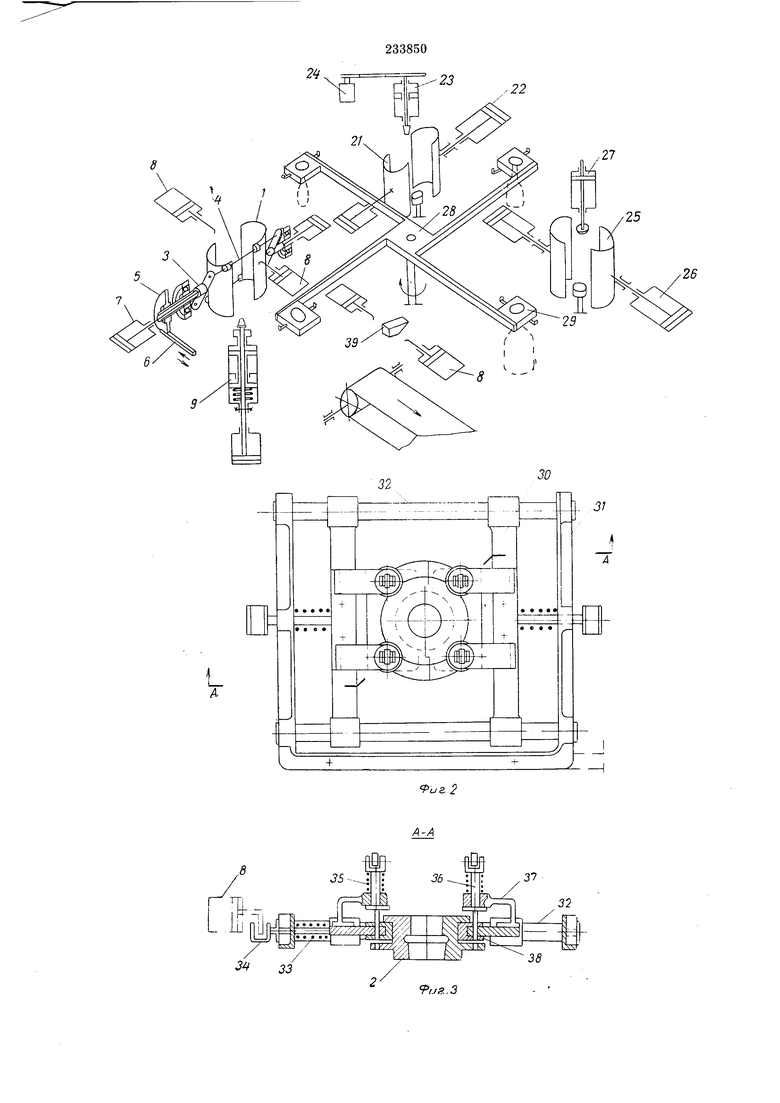
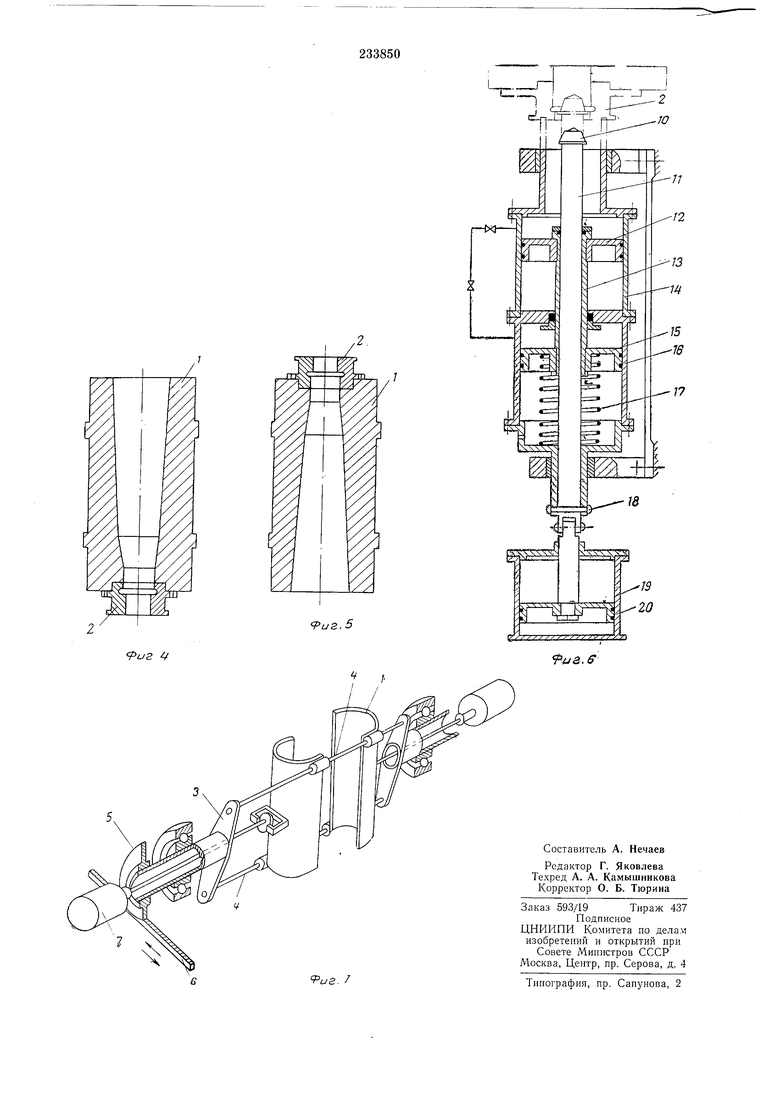
Па фиг. 1 показана предлагаемая машина, принципиальная схема; па фиг. 2-горловое кольцо с захватным устройством; на фиг. 3- разрез по А-А на фиг. 2; на фиг. 4 и 5-черновая форма с горловым кольцом; на фиг. 6- устройство для создания разрежения при формовании венчика горла и подачи сжатого воздуха в черновую форму; на фиг. 7-блок черновой формы в аксонометрии.
новой, получпстовой и чистовой форм, устройства для создания разрежения и подачи сжатого воздуха в черновую форму, иневмоцилиндров, приемного транспортера готовых изделий.
Черновая форма состоит из собственно формы /, горлового кольца 2, иоворотиой полой крестовины 3, скалок 4, шестерни 5, поворотного N exaHH3Ma 6, пневмоцилиндров 7 для раскрывания и закрывания формы, пневмоцплиндров 8 с Г-образным штоком для раскрытия захватного устройства и устройства 9 для создания разрежения при формовании венчика горла и подачи сжатого воздуха в форму.
Устройство 9 включает пуансон 10, штангу 11, плавающий поршень 12, соединительный шток 13, верхний цилиндр 14, плавающий поршень 15 нилшего цилиндра 16, иружину 17, соединительный штифт 18, цилиндр 19 с поршнем 20.
Получистовая форма состоит нз полуформ 21, пневмоцплпндров 22 для их раскрытия и закрытия, калибровочно-выдувной головки 23 с электроприводом 24.
Чистовая форма состоит из полуформ 25, пневмоцилиндров 26 и пневматической головки 27.
Поворотный стол 28 снабжен спутниками 29, которые состоят из ползунов 30, перемещаепружин 33, скобок 34, пружин 35, фиксирующих штоков 36, кронштейна 37 и полуколец .б ползунов.
Машина работает следуюш,им образом.
Перед подачей капли стекла в черновую форму в нее снизу входит пуансон 10, а обе
НОЛОВИНКИ форм / плотно сжимаются с 110мош,ью пневмоцилиндров 7.
Попав в черновую форму, капля стекла сначала достигает горлового кольца 2. В верхнюю полость цилиндра 16 подают воздух, под /т,ействием которого поршень 15 и соединенный с ним штоком 13 поршень 12 опускаются вниз, создавая разрежение в верхней полости цилиндра 14, в результате чего стекломасса заполняет горло. Пружина 17 при этом сжимается.
После формования венчика горла в верхнюю полость цилиндра 14 подают сжатый воздух, который, проходя через кольцевой зазор между пуансоном 10 и горловым кольцом 2 внутрь пульки, осуществляет черновое формование, по окончании которого воздух подают в верхнюю полость цилиндра 19. При этом поршень 20 со штоком 13 и соединенные с ним при помощи штифта 18 цилиндры 14 и 16 вместе с поршнями 12 и 15 опускаются, слоимая пружину 17 в крайнее нижнее положение и освобождая горловое кольцо 2.
Затем механизм поворота 6 через шестерню 5 с помощью полой крестовины 3 поворачивает форму 1 на 180°. При этом снутник 29, установленный на столе 25, находится над черновой формой в раскрытом положении.
Захватное устройство спутника 29 открывается пневмоцилиндрами 8 с Г-образными штоками, которые входят в зацепление со скобами 34 спутника и оттягивают их. Движение при этом передается ползунам 30 с полукольцами 38, которые, иеремещаясь по скалкам 32, сжимают пружину 33. Между полукольцами ползуна попадает горловое кольцо. Оно зажимается ими при подаче сжатого воздуха в пяевмоцилиндры 8. Затем с помощью пневмоцилиндров 7 открываются полуформы черновой формы.
Одновременно с раскрытием черновой формы открываются и полуформы 21 и 25 с помощью пневмоцилиндров 22 п 26, после чего поворотный стол 28 со спутниками поворачивается и заготовки изделия переносятся из черновой формы в нолучистовую 21, затем в
чистовую 25, а из чистовой на разгрузочную позицию транспортера.
В иолучистовой форме через калибровочную
головку 23 осуществляют выдувание и калибровку заготовки, а в чистовой форме - оканчательное выдувание через пневматическую
головку 27.
На разгрузочной позиции спутник 29 с зажатым в горловом кольце 2 изделием заходит
под копир 39 роликами фиксирующих штоков 36. Пружины 35 при этом сжимаются и штоки 36 концами входят в отверстия горлового кольца 2. Этим обеспечивается соединение горловых полуколец с полукольцами ползунов.
Для более точной фиксации горлового полукольца фиксирующие штоки при своем перемещении вниз прижимают горловое полукольцо к кольцу ползуна имеющимися на них буртиками. В это же время Г-образные штоки
находятся в скобах 34 спутника 29. При подаче сжатого воздуха в полость пневмоцилиндров 8 скобы 34 оттягиваются с их помощью, увлекая за собой горловые полукольца и освобождая готовое изделие, поступающее на
транспортер, после чего цилиндры 8 приходят в исходное положение, освобождая скобы 34. Горловое кольцо 2 сжато пружиной 33 через ползуны 30 с нолукольцами 38. Стол поворачивается на 90°, и цикл работь вновь повторяется.
Предмет изобретения
1. Прессовыдувная машина для изготовления полых стеклоизделий, например бутылей, содержашая разъемные черновую, получистовую и чистовую формы, а также устройство дли создания разрежения и подачи сжатого
воздуха, отличающаяся тем, что, с целью механизации переноса заготовки изделия из одной формы в другую, она выполнена с вертикально новоротной черновой формой и горизонтально поворотным столом, на котором
подвижно укреплены разъемные захваты с
подпружиненными фиксирующими штоками.
2. Машина по п. 1, отличающаяся тем, что,
с целью обеспечения поворота черной формы
Бокруг горизонтальной оси на 180°, каждая из
ее половинок укреплена на скалках крестовипы, кинематически взаимодействующей с шестеренчато-реечным приводным механизмом.

| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ1,,j_[,,, _г^ . .,.,,..-J...^^..^ __ 16>&Kj..;»;o гвг^з. iv'BA | 1973 |
|
SU373264A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛ51 ВЫРАБОТКИ СТЕКЛОТАРЫ | 1970 |
|
SU269436A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Вакуумно-выдувная машина для стеклянной тары большой емкости | 1952 |
|
SU99601A1 |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| Стеклодувный полуавтомат | 1949 |
|
SU89810A1 |
| ПОВОРОТНАЯ ГОЛОВКА | 2008 |
|
RU2384411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024438C1 |
| Г. А. А. Н. Орлов и Я. И. Ермаков•CHahijrAv | 1967 |
|
SU191065A1 |
37
32
