. Известны устройства для сушки печатных плат, содержаш,ие термоизолированную сушильную камеру, оборудованную системой вентиляции, вертикальным или горизонтальным пульсирующим ценным конвейером, перемещающим изделия в каретках от загрузочной позиции к разгрузочной. Эти устройства имеют малую производительность (емкость), так как в них не используется часть пространства, расположенная ниже загрузочного окна, что значительно понижает эффективность использования автоматов, печатающих рисунок схемы.
Предложенное устройство отличается тем, что на позиции загрузки установлен накопитель, выиолненный в виде этажерки с горизонтальными полочками, собранными в щарнирный каркас. Полочки в каркасе могут быть повернуты в момент перегрузки плат на некоторый угол при помощи пневмоцилиндра.
Па позиции разгрузки установлен накопитель, выполненный в виде этажерки с наклонными полочками, собранными в жесткий каркас. Каркасы с полочками обоих накопителей имеют пульсирующее перемещение вверх и вниз, иапример, при помощи механизма тииа реечного домкрата с приводом от пневмоцилиндра. Это иеремещение синхронизировано, так как цилиндры срабатывают от одного электроБОЗдухораспределителя.
Все это позволяет повыспть производительность работы устройства.
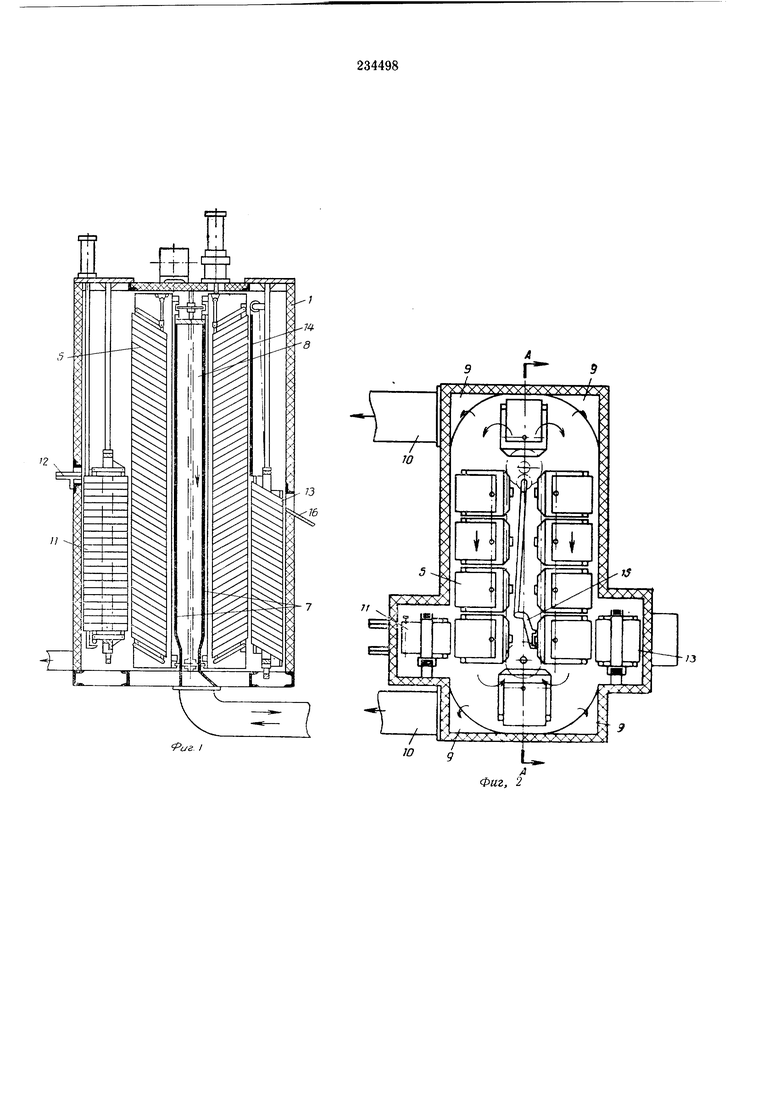
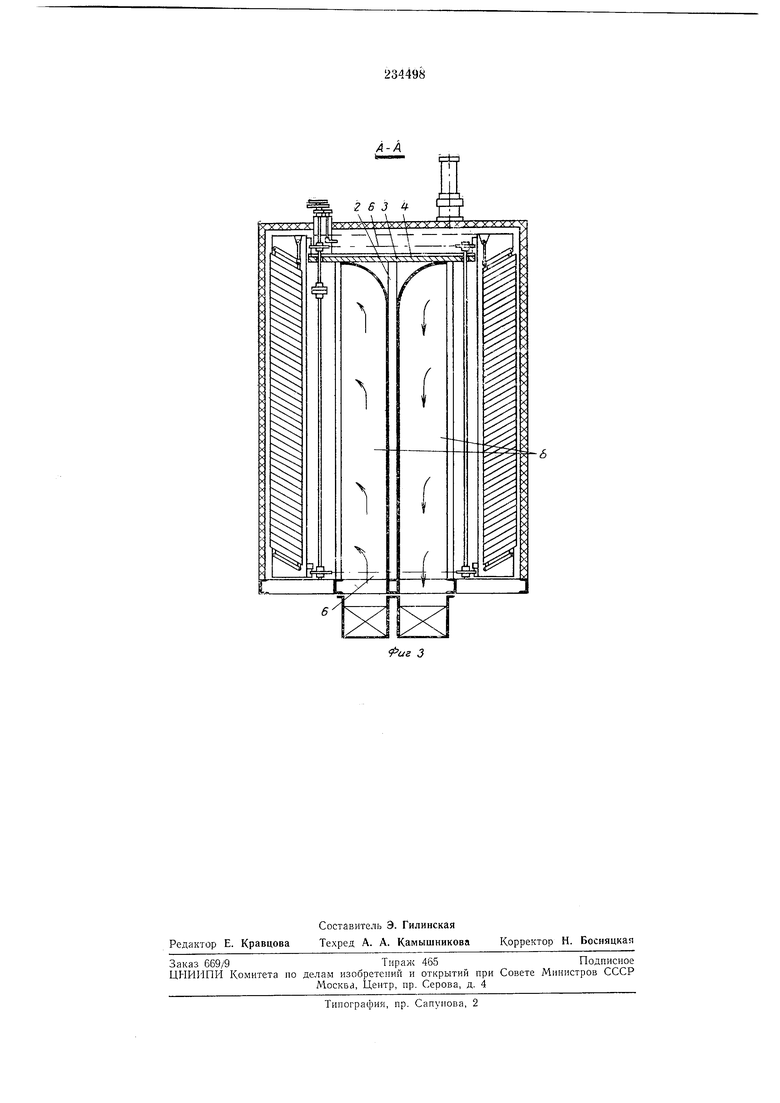
На фиг. 1 схематически изображено предложенное устройство, поперечный разрез по позициям загрузки и разгрузки; на фиг. 2 - накопители и транспортные каретки, разрез; на фиг. 3 - шахта, подводящая и отводящая горячий воздух из сущильной камеры к калориферу, разрез по А-А на фиг. 2.
В средней части сушильной камеры / расположен каркас 2 с закрепленной на нем плптой 3 с направляющими 4. По этим направляющим перемещаются транспортные кареткг:
5, связанные между собой цепями 6 в верхней и нижней части.
Каркас 2 разделен на две части и имеет боковые стенки 7, образующие вертикальиые щахты 8, по которым поступает в сушпльную
камеру и отводится из нее горячий воздух.
Загазованный воздух отсасывается из верхней части сущильной камеры через четыре вертикальных колодца 9 в два воздуховода 10, расположенные в нижней части устройства.
Накопитель 11, принимающий платы с приемного столика 12, выполнен в виде этажерки с горизонтально расположенными полочками, собранными в щарнирном каркасе. Полочки могут быть повернуты от горизонтального порый угол, обеспечивающий соскальзывание изделия.
Накопитель 13, расположеиный па позиции выгрузки, выполнен также в виде этажерки с полочками, расположенными под углом к горизонту и собранными в жесткий каркас. С этим накопителем связана цепями заслонка 14, которая предохраняет выпадание плат из транспортной каретки во время перегрузки их в накопитель.
Траиспортиые каретки выполнены в виде этажерки с полочками, расположенными под углом к горизонту и собранными в шарнирный каркас. Полочки могут быть повернуты в момент перегрузки плат на угол 2а от первоначального положения.
Фиксация транспортных кареток в момент останова осуществляется фиксатором 15.
На выходе устройства установлен разгрузочный столик 16. Нривод на перемещение накопителей вверх и вниз, па перемещение транспортных каретвК-и поворота полочек при перегрузке плат осу1цествляется от пневматических цилиндров, управляемых при помощи электровоздухораспределителей в автоматическом режиме.
Все движения сблокированы, что обеспечивает надежную работу устройства. Привод и все устройства, управляющие им, вынесены за пределы сушильной камеры и распололсены в верхней части установки.
Устройство оборудовано приспособлениями, поддерживающими автоматический температурный режим работы. Изделие через приемпый столик 12, имеющий направляющие, поступает на верхнюю полочку накопителя 11. Затем последний поднимается на одпн шаг и на вторую полочку загружается следующее изделие и т. д. После заполнения всех полочек и прихода накопителя в верхнее положение полочки поворачиваются на угол а.
При этом изделия по наклонной плоскости полочек соскальзывают в верхнюю половину транспортной каретки 5, которая стоит на позиции загрузки. Через определенное время полочки накопителя 11 занимают исходное положение и он начинает двигаться вниз. При этом снова загружаются полочки.
После прихода накоиителя 11 в нижнее положение иронсходит второй поворот полочек и загружается нижняя часть транспортной каретки 5. После полной загрузки транспортной каретки цепи 6, с которыми эта каретка связана, откатывают ее в горизонтальной плоскости
на один uiar и на это место приходит пустая
каретка. Фиксация их относительно накопителей осуществляется фиксатором 15, связанным с приводом транспортных кареток.
Когда загруженная транспортная каретка 5
придет на позицию разгрузки, а накопитель 13 - в инжнее (верхнее) положение, полочки этой каретки повернутся на угол 2а и нижняя (верхняя) часть ее будет разгружена в накопитель 13. Вторая половина каретки 5 в то
время будет перекрыта заслонкой 14, которая задержит изделия от выпадания.
При движении накопителя вверх (вниз) каждая из его нолочек проходит мимо разгрузочиого окна и изделия соскальзывают на
разгрузочный столик 16.
Предмет изобретения
Устройство для автоматической сушки печатных плат, содержащее термонзолированпую сушильную камеру, снабженную горизонтальным пульсирующим конвейером, служащим для перемещеиия кареток с кассетами от позиции загрузки до иозиции разгрузки, отличающееся тем, что, с целью повышения производительности устройства, на позициях загрузки и разгрузки установлены накопители, соединенные с механизмом иульсирующего перемещения их в вертикальном направлении, выполненным, например, в виде реечного домкрата с приводом от пневмоцилиндра, загрузочный накопитель выиолиен в виде этажерки с поворотными полочками, укрепленными на шарнирном каркасе, а разгрузочный накопитель выполнен с наклонными полочками, укрепленными на жестком каркасе.
fua- I
h/3
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОТДЕЛКИ ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ | 1967 |
|
SU199719A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Установка для сушки табачных листьев | 1985 |
|
SU1294338A1 |
| Устройство для нанесения обрабатывающего раствора на поверхность цилиндрических изделий | 1980 |
|
SU912792A1 |
| ЧЕТЫРЕХСЕКЦИОННЫЙ АВТОМОБИЛЬНЫЙ ЛИФТ ДЛЯ АВТОМОБИЛЬНЫХ ПАРКОВОК | 2015 |
|
RU2587671C1 |
| Автоматическое загрузочно-разгрузочное устройство для сушильной печи | 1972 |
|
SU462782A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Установка для перегрузки кирпича с сушильной вагонетки на обжиговую | 1986 |
|
SU1369899A1 |