Известен автомат для изготовления оболочковых полуформ, включающий станину, многопозиционный карусельный стол, на кронштейнах которого размещена модельная оснастка, формообразующие устройство, состоящее из пескострельной головки и поджимного механизма, выполненного в виде прессового цилиндра, проходную печь для отверждения полуформ и устройство для съема и выдачи готовых полуформ за пределы автомата на позицию сборки, содержащее вертикальную колонну с механическим приводом ее вращения в горизонтальной плоскости и закрепленный в верхней части колонны горизонтальный вал с зажимным механизмом.
Однако известный автомат обеспечивает изготовление оболочек только одного типа размера, а при необходимости получения оболочек других форм, размеров, конфигурации и т. д. требуется замена всего комплекта модельной оснастки.
Для одновременного группового изготовления неразъемных и разъемных полуформ, различных по размерам, формам и назначению формообразующее устройство автомата оснащают карусельным механизмом, несущим на кронщтейнах верха модельной оснастки, который расположен в горизонтальной плоскости ниже пескострельной головки и смещен относительно ее оси механизм закреплен на станине формообразующего устройства так, что один из кронщтейнов головки в рабочем положении находится над соответствующей модельной оснасткой карусельного стола автомата.
Кроме того, для самонастройки зажимного механизма устройства съема и выдачи готовых полуформ на соответствующий размер и конфигурацию оболочковой полуформы и
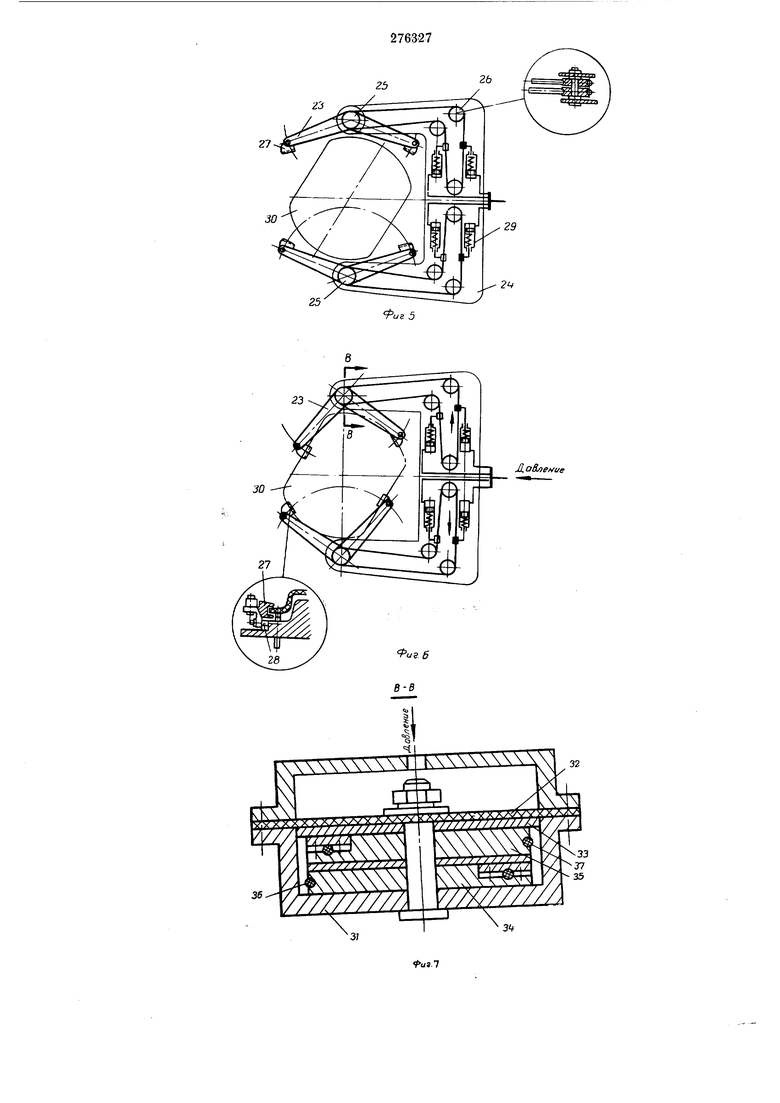
предотвращения механического воздействия зажимного механизма на полуформу каждый рычаг зажимного механизма снабжен захватом, регулируемым упором, ограничивающим перемещение захвата, и пневмогидравличесКИМ приводом, который через тормозную диафрагменную камеру и независимую систему блоков соединен с осью поворота рычага, а горизонтальный вал, связанный посредством зубчатой пары с механическим приводом вертикальной колонны, имеет возможность вращения вокруг собственной оси с одновременным перемещением в горизонтальной плоскости. На фиг. 1 показан описываемый автомат;
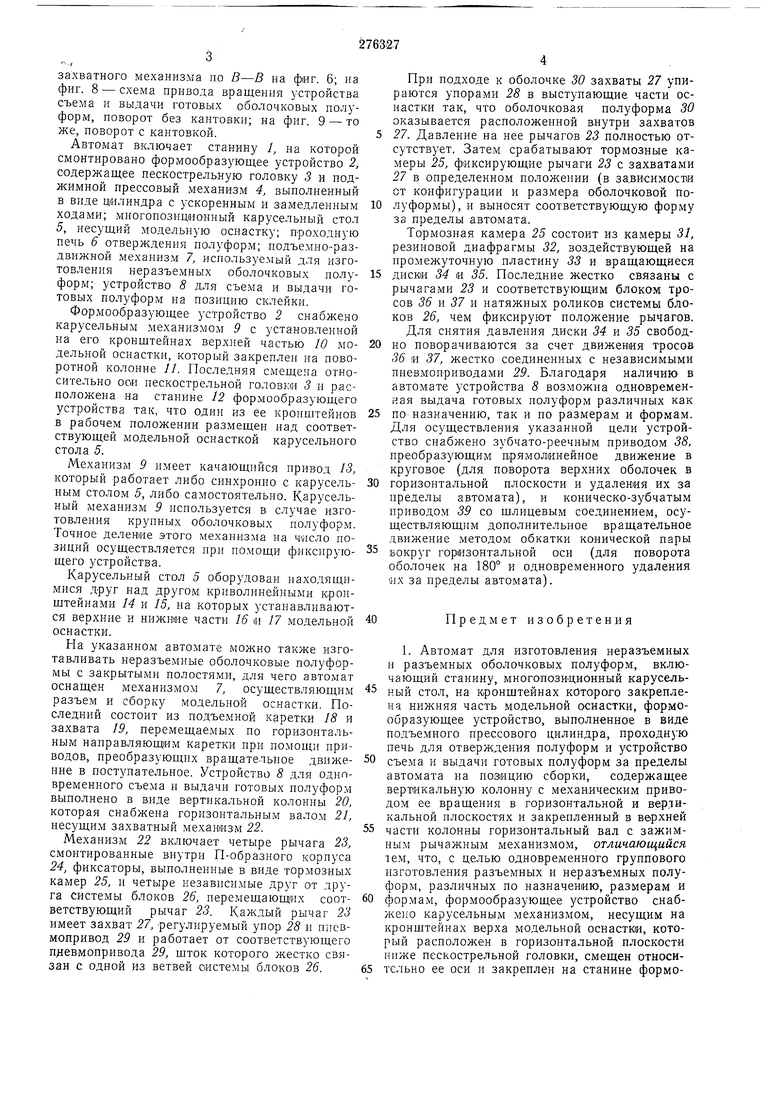
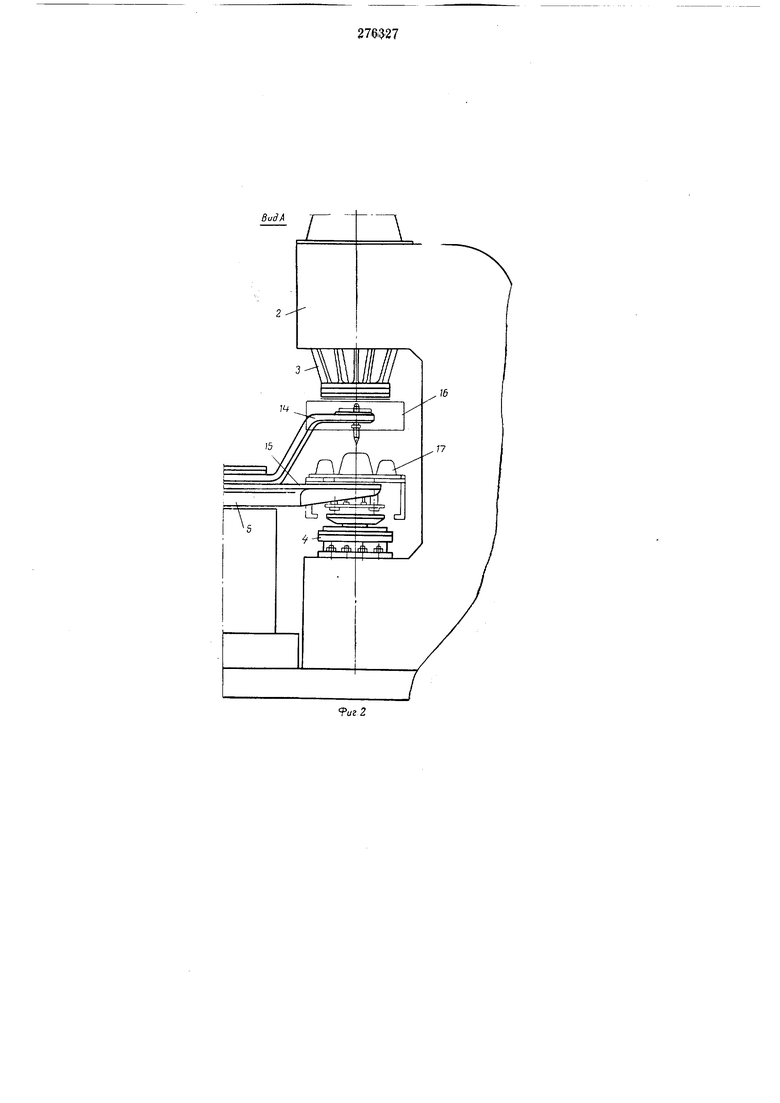
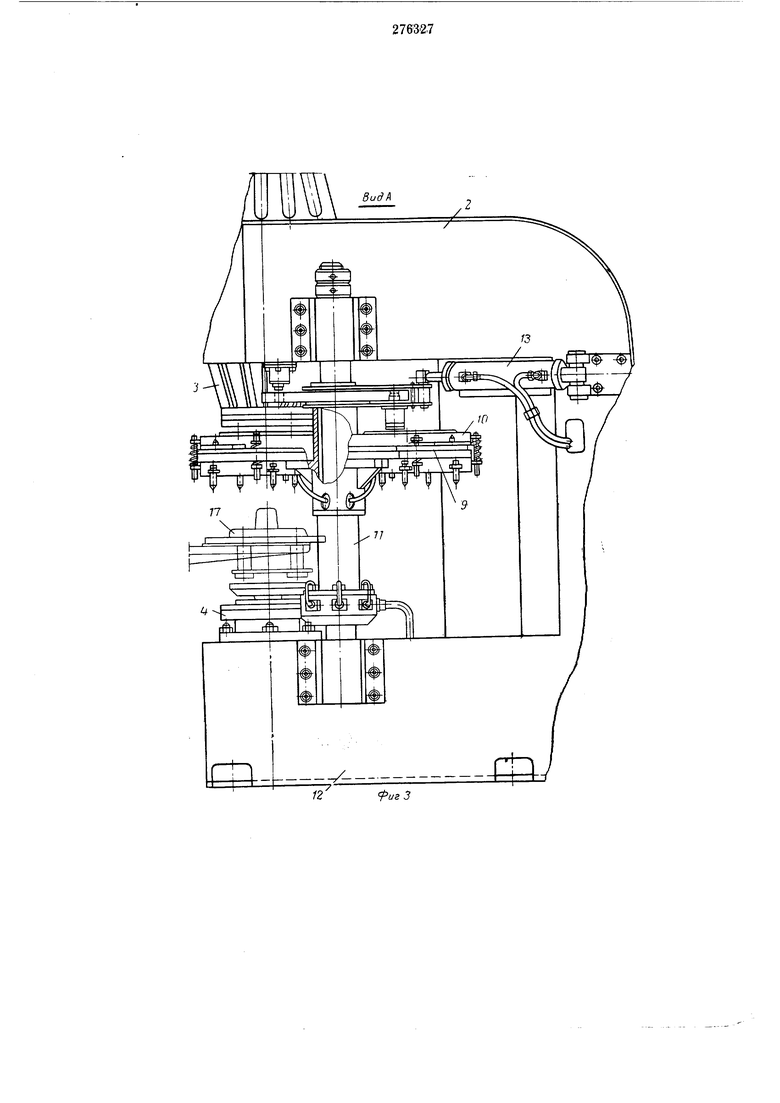
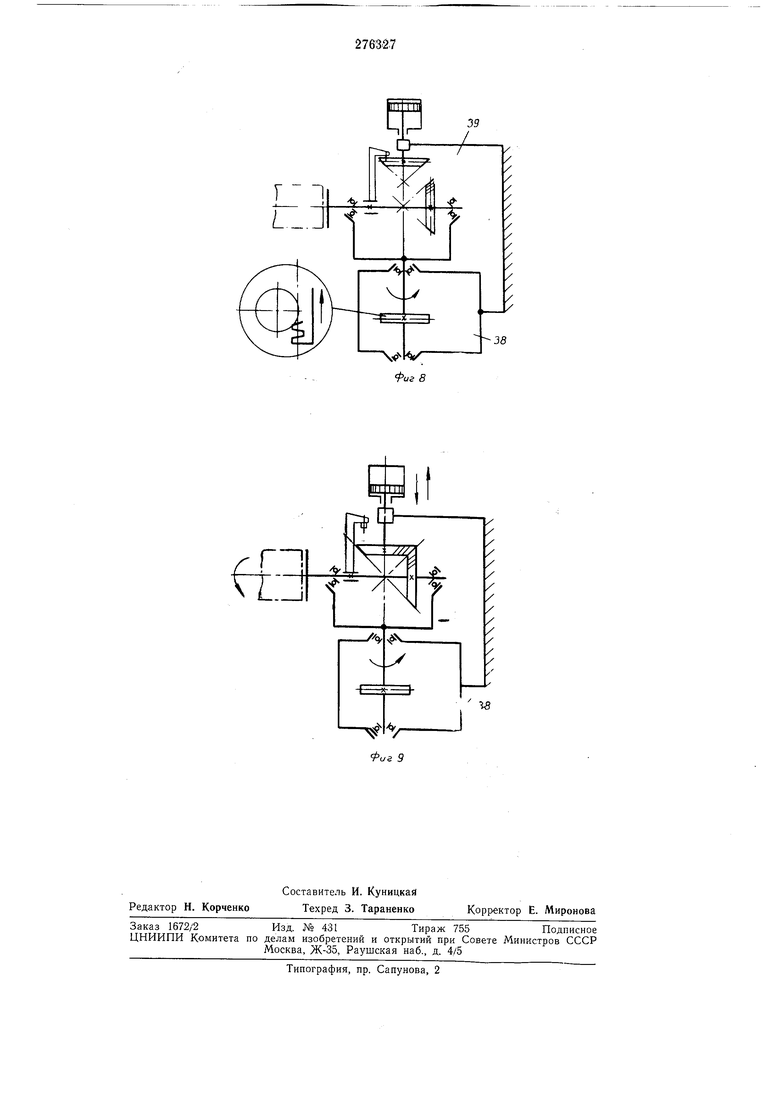
на фиг. 2 и 3 - вид по стрелке А на фиг. 1; на фиг. 4 - устройство съема и выдачи готовых полуформ; на фиг. 5 - схема захватного механизма устройства съема и выдачи готовых полуформ, исходное положение; на фиг. захватного механизма по В-В на фиг. 6; на фнг. 8 - схема прнвода вращения устройства съема и выдачи готовых оболочковых полуформ, поворот без кантовки; на фиг. 9 - то же, поворот с кантовкой. Автомат включает станину 1, на которой смонтировано формообразующее устройство 2, содержащее пескострельную головку 3 и поджимной прессовый механизм 4, вынолненный в виде цилиндра с ускоренным и замедленным ходами; многопозиционный карусельный стол 5, несущий модельную оснастку; проходную печь 6 отверждения полуформ; подъемно-раздвижной механизм 7, используемый для изготовления неразъемных оболочковых полуформ; устройство 8 для съема и выдачи готовых полуформ на позицию склейки. Формообразующее устройство 2 снабжено карусельным механизмом 9 с установленной на его кронштейнах верхней частью 10 модельной оснастки, который закреплен на поворотной колонне //. Последняя смещена относительно ООН пескострельной головки 3 и расположена на станине 12 формообразующего устройства так, что один из ее кронштейнов в раоочем положении размещен над соответствующей модельной оснасткой карусельного стола 5. Механизм 9 имеет качающийся привод 13, который работает либо синхронно с карусельным столом 5, либо самостоятельно. Карусельный механизм 9 используется в случае изготовления крупных оболочковых полуформ. Точное деление этого механизма на число позиций осуществляется при помощи фиксирующего устройства. Карусельный стол 5 оборудован находящимися друг над другом криволинейными кронштейнами 14 и 15, на которых устанавливаются верхние и нижние части 16 и 17 модельной оснастки. На указанном автомате можно также изготавливать неразъемные оболочковые полуформы с закрытыми полостями, для чего автомат оснащен механизмом 7, осуществляющим разъем и сборку модельной оснастки. Последний состоит из подъемной каретки 18 и захвата 19, перемещаемых по горизонтальным направляющим каретки при помощи приводов, преобразующих вращателыюе движение в поступательиое. Устройство 8 для одновременного съема и выдачи готовых иолуформ выполнено в виде вертикальной колонны 20, которая снабжена горизонтальным валом 21, несущим захватный механизм 22. Механизм 22 включает четыре рычага 23, смонтированные внутри П-образного корпуса 24, фиксаторы, вынолненные в виде тормозных камер 25, и четыре независимые Друг от друга системы блоков 26, перемещающих соответствующий рычаг 23. Каждый рычаг 23 имеет захват 27, регулируемый упор 28 и пневмопривод 29 и работает от соответствующего пневмопривода 29, щток которого жестко связан с одной из ветвей системы блоков 26. При подходе к оболочке 30 захваты 27 упираются упорами 28 в выступающие части оснастки так, что оболочковая полуформа 30 оказывается расположеиной внутри захватов 27. Давление на нее рычагов 23 полностью отсутствует. Затем срабатывают тормозные камеры 25, фиксирующие рычаги 23 с захватами 27 в определенном положении (в зависимостей от конфигурации и размера оболочковой полуформы), и выносят соответствующую форму за пределы автомата. Тормозная камера 25 состоит из камеры 31, резиновой диафрагмы 32, воздействующей на промежуточную пластину 33 и вращающиеся диски 34 и 35. Последние жестко связаны с рычагами 23 и соответствующ им блоком тросов 56 и 57 и натяжных роликов системы блоков 26, чем фиксируют положение рычагов. Для снятия давления диски 34 и 35 свободно поворачиваются за счет движения тросов 36 и 37, жестко соедииенных с независимыми пневмоприводами 29. Благодаря наличию в автомате устройства 8 возможна одновременная выдача готовых полуформ различных как по назначению, так и ио размерам и формам, Для осуществления указанной цели устройство снабжено зубчато-реечным приводом 38, преобразующим прямолинейное движение в круговое (для поворота верхних оболочек в горизонтальной плоскости и удаления их за пределы автомата), и коническо-зубчатым приводом 39 со шлицевым соединением, осуществляющим дополнительное вращательное движение методом обкатки конической пары вокруг горизонтальной оси (для поворота оболочек на 180° и одновременного удаления их за пределы автомата). Предмет изобретения 1. Автомат для изготовления неразъемных и разъемных оболочковых полуформ, включающий станину, многопозиционный карусельный стол, на кронщтейнах которого закреплена нижняя часть модельной оснастки, формообразующее устройство, выполненное в виде подъемного прессового цилиндра, проходную печь для отверждения полуформ и устройство съема и выдачи готовых полуформ за пределы автомата па позицию сборки, содержащее вертикальную колонну с механическим привоом ее вращения в горизонтальной и вертикальной плоскостях и закрепленный в верхней асти колонны горизонтальный вал с зажямым рычажным механизмом, отличающийся ем, что, с целью одновременного группового зготовления разъемных и неразъемных полуорм, различных по назначению, размерам и ормам, формообразующее устройство снабено карусельным механизмом, несущим на ронштейнах верха модельной оснастюи, котоый расположен в горизонтальной плоскости иже пескострельной головки, смещен относиобразующего устройства так, что один из ее кронштейнов в рабочем положении размещен над соответствующей модельной оснасткой карусельного стола автомата.
2. Автомат по п. 1, отличающийся тем, что, с целью самонастройки зажимного механизма устройства съема и выдачи готовых полуформ на соответствующий размер и конфигурацию оболочковой цолуформы и предотвращения механического воздействия зажимного механизма на полуформу, каждый рычаг зажимного механизма снабжен захватом, регулируемым упором, ограничивающим перемещение захвата, и пневмогидравлическим приводом, который через тормозную диафрагменную камеру и независимую систему блоков соединен с осью поворота рычага, а горизонтальный вал, связанный посредством зубчатой пары с механическим приводом вертикальной колонны, имеет возможность вращения вокруг собственной оси с одновременным перемещением в горизонтальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Автоматическая линия для изготовления оболочковых форм | 1984 |
|
SU1245402A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Карусельная машина для изготовления оболочковых полуформ | 1976 |
|
SU766733A1 |
| Многопозиционная карусельная машина для изготовления оболочковых полуформ | 1981 |
|
SU939162A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ| БН5ЛИО»?ПйПОЛУФОРМ'^' | 1972 |
|
SU331840A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ТЕРМОРЕАКТИВНЫХ СМЕСЕЙ | 1969 |
|
SU234621A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| Карусельно-челночная формовочная машина | 1987 |
|
SU1444059A1 |

BudA
fus 3
Вид Б
iuz.
25
гз
JO
36
гз
2А.
39
