1 ( U
Известны устройства для изготовления изделий из эластичного пенопласта, включацощие раму, формообразупщую матрицу и пуансон по конфигурации каждого изделия.
Предложенное устройство отличается тем, что в нем формообразующая матрица выполнена в виде двух подвижных плит, а пуансон - в виде двух подвижных пластин, расположенных между плитами матрицы. Это обеспечивает получение изделий различного профиля без замены nyaiHcoHa и матрицы.
На фиг. 1 показано описываемое устройство, общий вид; на фиг. 2 то же, поперечный разрез.
Устройство включает смонтированные на раме 1 нагреватель 2, размоточнЬе 3 и распылительное 4 устройства. Перемещаемая зубчато-реечной передачей 5, плита 6 служит одной из стенок матрицы. В прорези плиты расположен ролик 7,. снабженный устройством для его обогрева. На стойках 8 расположена вторая стенка матрицы, выполненная в виде плиты 9, положение которой регулируют винтовыми парами 10. в опорах рамы расположены ходовые винты 11, перемещающие при вращении по направляющим 12 кронштейны 13, на которых закреплены детали пуансона, выполненного в виде двух съемных обжимных пластин 14, расположенных между плитами матрицы. Один из кронштейнов снабжен зажимом 15 для захвата конца твердой и гибкой пленки 16. Плита 6 снабжена боковыми пластинами 17 и опорными дсатками 18. При крайнем левом положении плиты матрицы заготовку эластичного пенопласта 19 помещают на плиту 9. Зубчато-реечной передачей возвращают плиту в крайнее правое положение и вращением ходовых винтов 11 сближают обжимные i ластины 14 пуансона. В результате заготовка будет сжата. Конец пленки 16 закрепляют в зажиме 15. При одновременном включении размоточного и распылительного устройств и при перемещении зубчато-реечной передачи влево ролик 7, обогрев которого отключен, прикатывает пленку с нанесенным на неё клеем к верхней поверхности заготовки. После определённой выдержки заготовки с приклеенной пленкой под нагревателем 2, например ламповым,
0 освобождают заготовку от сжатия. Верхняя сторона заготовки при этом зафиксирована пленкой. Фиксирование размеров верхней стороны.сжатой заготовки возможно и без применения
5 пленки, а путем оплавления верхней стороны заготовки обогреваемым роликом 7 при его прокатывании по заготовке.
После освобождения от сжимающих усилий заготовка с зафиксированными размерами одной стороны под действием упругих усилий материала сворачивается в виде спирали, трубы или цилиндрической скорлупы, в зависимости от степени предварительного сжатия.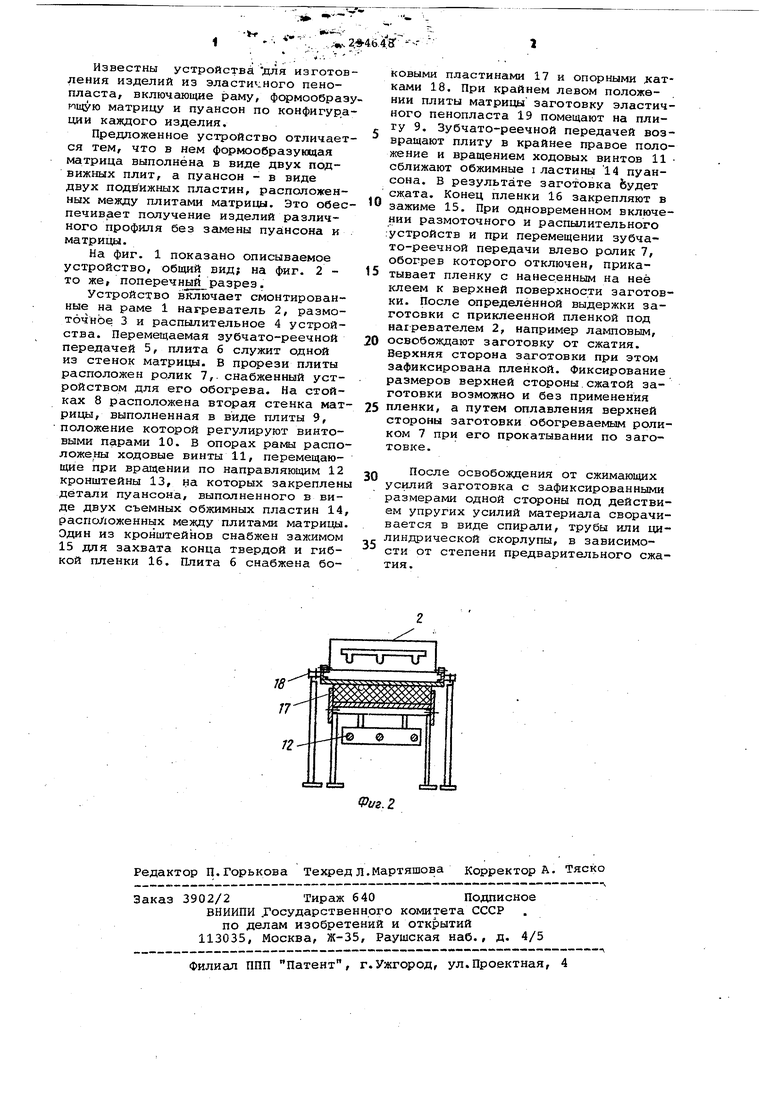
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для отделки футляров | 1983 |
|
SU1154099A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1981 |
|
SU1003164A1 |
| МАШИНА ДЛЯ ГОФРИРОВАНИЯ | 1969 |
|
SU234332A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| Устройство для изготовления заготовок полых полимерных изделий | 1973 |
|
SU503728A1 |
| Установка для формования изделий из листовых термопластов | 1969 |
|
SU348049A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2202387C2 |
| Автомат для изготовления деталей из проволоки | 1991 |
|
SU1787630A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЭЛАСТИЧНОГО ПЕНОПЛАСТА, включающее раму, формообразующую маТ" рицу и пуансон, отличающее- с я тем, что, с целью получения изделий различного профиля, формообразующая матрица выполнена в виде двух подвижных плит, а пуансон - в виде двух подвижных пластин, расположенных между плитами матрицы.
