Известны устройства для ввода коррекции на изменение радиуса инструмента, например фрезы, содержащие кодовые датчики и датчик обратной связи, сигнал которого сравнивается с сигналом, поступающим с магнитной головки, в устройстве, выделяющем сигнал рассогласования, зависящий от изменения радиуса инструмента.
Однако эти устройства громоздки и имеют сложную электрическую схему.
Описываемое устройство устраняет недостатки чисто механическими средствами, причем изготовление установки и эксплуатация устройства достаточно просты. Коррекция достигается тем, что в кинематические цепи, связывающие рабочие органы станка с кодовыми датчиками перемещений, встроены муфты регулировки величины «свободного хода, позволяющие при неизменном угле поворота входного вала кодового датчика регулировать величину хода стола, или другого рабочего органа станка.
Для обеспечения точной установки величины «свободного хода, соответственно измеренному диаметру переточенного инструмента, с целью исключения одностороннего смещения обрабатываемого контура, при регулировке величины «свободного хода и для обеспечения возможности независимой регулировки «свободного хода, необходимой для компенсации погрещностей, создаваемых люфтами механизмов станка, каждая муфта выполнена в виде стакана с вырезом треугольной формы, задающим свободное вращение второй половины муфты, имеющей зуб на втулке, которая может при регулировке перемещаться вдоль шлицевого вала с помощью микрометрического винта. На наружной поверхности стакана нанесена щкала грубой установки
«свободного хода, а шкала точной установки нанесена на втулке, закрепленной на резьбе ручки микрометрического винта, шаг которой равен шагу микрометрического винта.
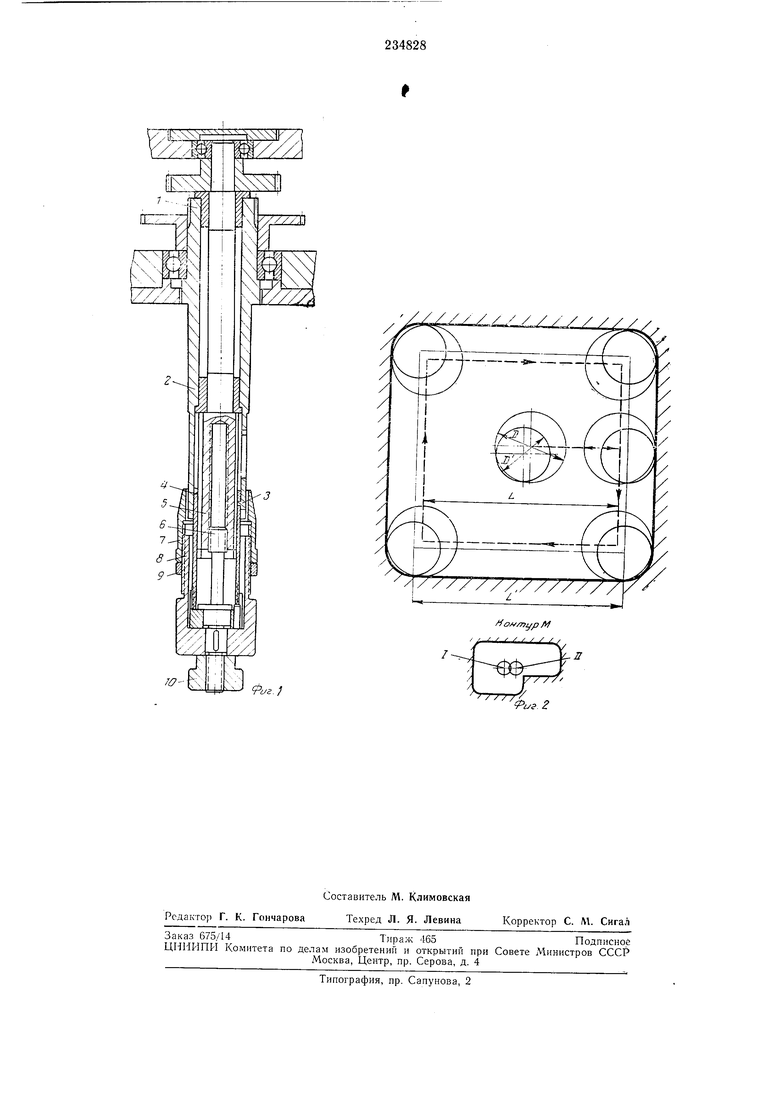
На фиг. 1 изображено описываемое устройство для ввода коррекции; на фиг. 2 - схема
обработки на фрезерном станке внутреннего
контура детали фрезами разного диаметра по
одной и той же программе.
Муфта со стороны выходного вала / выполнена в виде стакана 2 с вырезом треугольной формы, задающим величину свободного вращения второй половины муфты, ИАгеющей зуб 3 на втулке 4, которая перемещается вдоль шлицевого вала 5 с помощью микрометрического винта 6. Треугольная симметричная форма выреза в стакане 2 обеспеч1 вает симметричную регулировку «свободного хода муфты относительно положения, когда величина «свободного хода муфты равна нулю и
щения контура обрабатываемой детали, при его обработке фрезами разного диаметра.
На наружной поверхности стакана 2 нанесена шкала грубой установки величины «свободного хода, выраженная в миллиметрах перемещений рабочего органа станка. Шкала точной установки величины свободного хода, выраженная в тех же единицах, нанесена на втулке 7, закрепленной на резьбе ручки 8 микрометрического випта. Шаг резьбы втулки 7 равен шагу резьбы микрометрического винта. Отсчетная риска шкалы точной установки нанесена на зубе 3. Проворачивая по резьбе втулку 7 относительно ручки 8, можно смеш,ать начало отсчета шкал микрометрического винта и осуш,ествлять «свободным ходом муфты компенсапию погрешностей, создаваемых люфтами механизмов станка. Гайка 9 позволяет стопорить втулку 7 после регулировки начала отсчета шкал муфты. Гайка 10 стопорит микрометрический винт 6 после установки по шкалам муфты необходимой величины «свободного хода.
Установка муфт регулировки «свободного хода позволяет вести обработку деталей по одпой программе новым п многократно переточенным инструментом.
Без наличпя «свободного хода в цепи кодового датчика рабочий орган станка отрабатывает по программе перемещение L, а при введенпи в кинематическую цепь кодового датчика определенного «свободного хода перемеш;ение L увеличивается па величину «свободного хода и становится равным L. Регулируя величину «свободного хода муфты, можно величиной L-L компенсировать изменение диаметра фрезы D-D.
Движения рабочего органа станка, определяющие конечные размеры обработки детали, должны быть только «на врезание.
Так, например, обходя внутренние стороны контура М по часовой стрелке, во время фрезерования уступа необходимо предусмотреть перебег ииструмента в положение / и затем вернуть его в положение //. В противном случае, при фрезеровании уступа «свободный ход муфты в цени привода датчика исказит обрабатываемый контур. Это требование следует всегда иметь в виду при составлении программы.
Предмет изобретения
Устройство для ввода коррекции на изменение радиуса инструмента, например фрезы, встраиваемое в кинематическую цепь между рабочим органом станка и кодовым датчиком, отличающееся тем, что, с целью обеспечения возможпости обработки деталей как новым, так
и переточенным инструментом за счет сообщения различных по величине перемещений рабочему органу при неизменном угле поворота кодового датчика, устройство выполнено в виде муфты, одна половина которой, связанная
с рабочим органом станка, представляет собой стакан с треугольным вырезом, задаюш,им величину «свободного хода второй половине муфты, связанной с кодовым датчиком и представляющей собой втулку с выступом,
входящим в треугольный вырез, имеющую возможность точного осевого перемещения с помощью микрометрического винта. f
/ klUEJ .;
Af
jf / / / /
us 2
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ВНУТРИШАГОВОГО ДЕЛЕНИЯ ДЛЯ ПОЗИЦИОННБ1Х СИСТЕМ ПРОГРАММНОГО УПРАВЛЕНИЯ | 1970 |
|
SU286462A1 |
| Ключ с регулируемым крутящим моментом | 1979 |
|
SU946910A1 |
| ПОРТАТИВНЫЙ ТЕСТЕР ТВЕРДОСТИ С ЦИФРОВЫМ ДИСПЛЕЕМ | 2013 |
|
RU2601512C2 |
| УСТРОЙСТВО ПРЕЦИЗИОННОГО ПЕРЕМЕЩЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2024 |
|
RU2835217C1 |
| Механизм компенсации износа круга шлифовального станка | 1984 |
|
SU1284805A1 |
| ПОЗИЦИОННАЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ | 1973 |
|
SU376756A1 |
| ОТРАЖАТЕЛЬНЫЙ УГЛОМЕРНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2190188C1 |
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| Механизм поперечных подач шлифовального станка | 1980 |
|
SU903094A1 |
| Устройство для нарезания резьбы на токарном станке | 1980 |
|
SU933320A1 |