1
Изобретение относится к области автоматического управления и предназначено для использования в системах позиционвого программного управления производственными механизмами.
Известны позиционные системы программного управления, содержащие схему сравнения, один вход которой Соединен с выходом задающего блока, а другой - с выходом кодовых датчиков обратной связи, и механизм точной остановки и наладки, включающий датчики положения и диски, соединенные с осью вращения механизма, .которая через редуктор подсоединена к рабочему органу станка.
Недостатком системы является ее сложность.
Отличие описываемой системы состоит в том, что механизм точного останова и наладки содержит состоящие из двух частей мелкозубые муфты, лимбы и прижимные пружины. Причем первая часть каждой муфты и лимб жестко соединены с соответствующим диском, вторая соединена с осью вращения механизма и 1пр.и помощи прижимной пружины сцеплена с первой половиной муфты.
Это позволяет упростить систему.
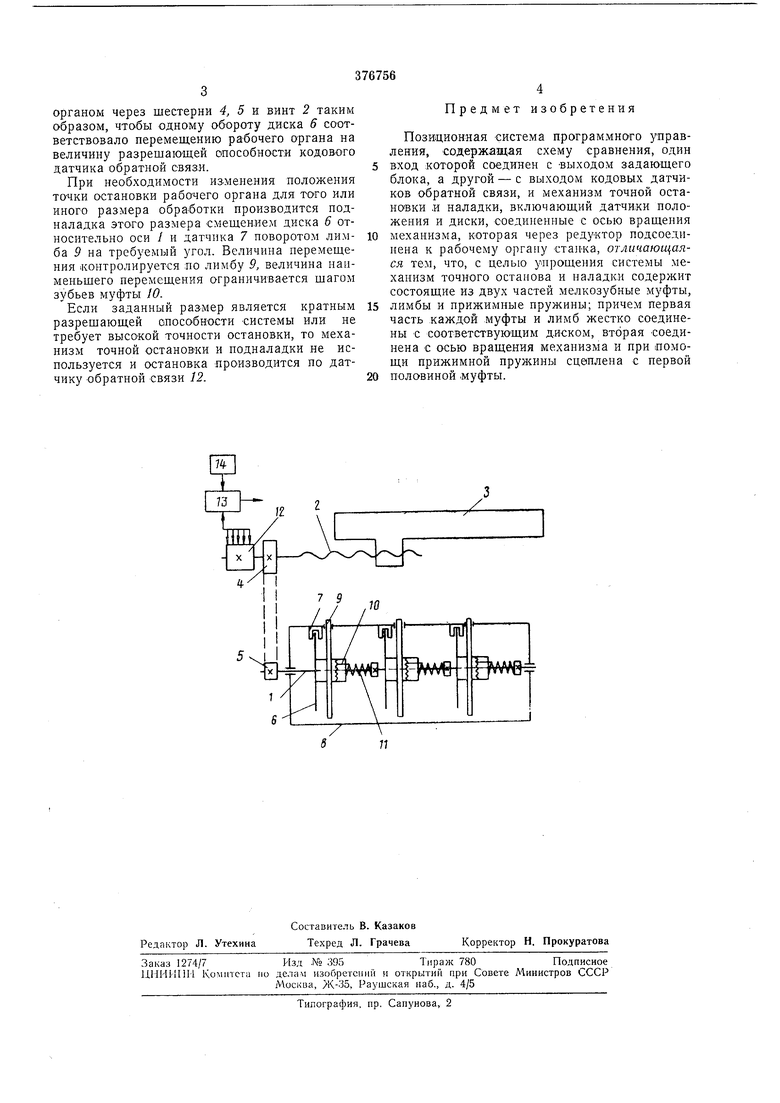
Pia чертеже показана функциональная схема описываемой системы, где обозначено; / - ось вращения механизма точной остановки и наладки, 2 - винт перемещения рабочего органа, 3 - рабочий орган станка, 4, 5 - шестеренчатая пара (редуктор), 6 - диск с прорезью, 7 - бесконтактный датчик, 8 - корпус механизма точной остановки и наладки, 9 - лимб, 10 - мелкозубная муфта, 11 - прижимная пружина, 12 - кодовый датчик обратной связи, 13-схема сравнения и 14 - задающий блок.
Система работает следующим образом. При настройке станка рабочий орган выводится в определенную позицию, соответствующую размеру детали. При этом диск 6, контролирующий данную поверхность, останавливается в произвольном положении. Диск 6 перемещают вручную при помощи лимба 9 до
совпадения прорези диска с зоной действия датчика 7. При этом происходит проскальзывание муфты 10 относительно диска 6. Ось У в этом случае удерл ивается тормозной электромагнитной муфтой привода станка (на чертеже не показана).
При автоматическо.м режиме работы станка на задающем устройстве задается код точки остановки по датчику обратной связи 12 с грубой разрешающей способностью.
При совпадении кода позиции, поступивщего в схему сравнения из задающего устройства, с кодом, поступившим от датчика 12, в схеме сравнения вырабатывается сигнал на включение датчика 7, который при взаимодействии с прорезью диска 6 вырабатывает электрический сигнал. Диск 6 связан с рабочим
органом через шестерни 4, 5 н винт 2 таким образом, чтобы одному обороту диска 6 соответствовало перемещению рабочего органа на величину разрешающей опособности кодового датчика обратной СБЯЗ.И.
При необходимости изменения ноложения точки остановки рабочего органа для того или иного размера обработки производится нодналадка этого размера CMemeHHeM диска 6 относительно оси / и датчика 7 поворотом лимба 9 на требуемый угол. Величина перемешения контролируется по лимбу 9, величина наименьшего перемеш,ения ограничивается шагом зубьев муфты 10.
Если заданный размер является кратным разрешающей онособности системы или не требует высокой точности остановки, то механизм точной остановки и нодналадки не используется и остановка производится по датчику обратной -связи 12.
Предмет изобретения
Позиционная система программного управления, содержащая схему сравнения, один вход которой соединен с -выходом задаю-ш,его блока, а другой - с выходом кодовых датчиков обратной связи, и механизм точной остановки .и наладки, включающий датчики положения и диски, соединенные с осью вращения
механизма, которая через редуктор подсоединена к рабочему органу -стан-ка, отличающаяся тем, что, с целью упрощения системы механизм точного останова и наладки содержит состоящие из двух частей мелкозубные муфты,
лимбы и прижимные пружины; причем первая часть .каждой муфты и лимб жестко соединены С соответствующим диском, вторая -соединена с о-сью вращения механизма и при помощи прижимной пружины сцеплена с первой
половиной муфты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВОРОТНАЯ УСТАНОВКА | 1968 |
|
SU231181A1 |
| ПНЕВМОГИДРАВЛИЧЕСКАЯ СИСТЕМА ПОЗИЦИОННОГОУПРАВЛЕНИЯ | 1972 |
|
SU343254A1 |
| ТРОСОУКЛАДЧИКДЛЯ ЛЕБЕДКИ | 1972 |
|
SU330109A1 |
| УСТРОЙСТВО АВТОПОДНАЛАДКИ МЕТАЛЛОРЕЖУЩЕГОСТАНКА | 1970 |
|
SU284561A1 |
| Н. Ф. Г. Г. Гессе и Г. Т. Чернышев | 1967 |
|
SU192589A1 |
| УСТРОЙСТВО ДЛЯ ВВОДА КОРРЕКЦИИ НА ИЗМЕНЕНИЕ РАДИУСА ИНСТРУМЕНТА | 1969 |
|
SU234828A1 |
| Устройство для управления шаговым режимом работы конвейера | 1988 |
|
SU1747359A1 |
| Механизм подач | 1985 |
|
SU1292996A1 |
| СТАНОК ДЛЯ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКИ | 1971 |
|
SU291118A1 |
| УСТРОЙСТВО для КРЕСТОВОЙ НАМОТКИ ШПАГАТА И ПОДОБНЫХ ГРУБЫХ НИТЕЙ | 1971 |
|
SU312813A1 |
