Известен способ изготовления листового стеклопластика в виде плоских или волнистых полотнищ, содержащий операции по укладке пропитанного связующим коротковолокнистого стеклонаполнителя в пакет из разделительной пленки, не обладающей адгезией к связующему, опрессовке пакета, полимеризации связующего и обработке продольных кромок изделия путем -их обрезки и зачистки краев полученного листового материала. Продольную обрезку осуществляют корундовыми кругами, армированными кордом. Образующаяся в процессе резки стеклопластиковая пыль уносится водой в виде шлама. Часть сухой пыли отсасывается вытяжной вентиляцией, установленной над узлом резки. Все это отрицательно влияет на санитарное состояние и технику безопасности.
Известен также способ сухой обрезки при помощи пары металлических ножей, однако это дает лишь частичное решение проблемы.
В предложенном способе для сокращения отходов производства при одновременном улучшении качества продукции .па стадии опрессовки пакета стеклопластика его продольные кромки армируют стекложгутом, который затем заполимеризовывают в одно целое с пакетом.
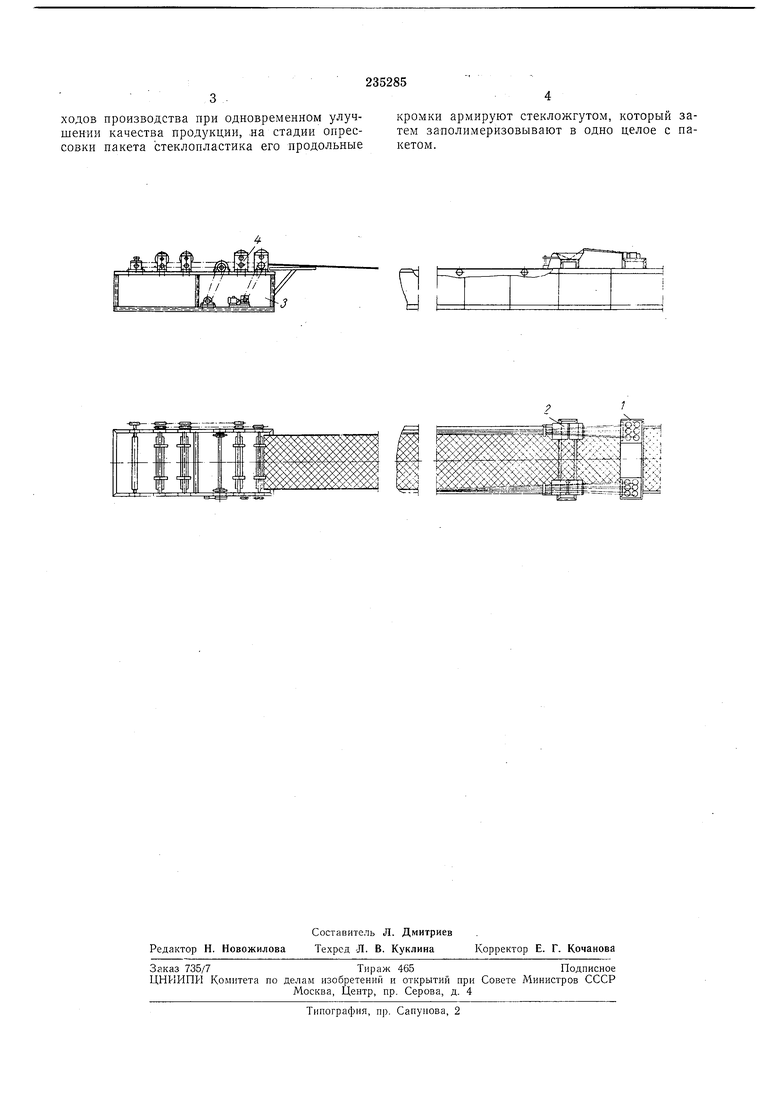
Установка состоит из вертикального шпулярника J с. бобинами стекложгута, пропиточных ванн 2, протяжного устройства 3 и шлифовального механизма 4.
Готовый пакет направляется к шпулярнику / с бобинами стекложгута, нити которых, проходя через ванну 2 со связующим, укладываются на края пакета. Пакет со сформированной продольной армировкой направляется в камеру полимеризации (на чертежах не показано), где проходит формование на формообразующих приспособлениях и дальнейшую полимеризацию. В процессе полимеризации на краях возможны .незначительные затеки чистой заполимеризовавшейся смолы, которые легко зачишаются шлифовальными кругами.
Предмет изобретения
Способ изготовления листового стеклопластика в виде -плоскпх или волнистых полотнищ, содержащий операцип по укладке пропитанного связующим коротковолокнистого стеклонаполнителя в пакет из разделительной пленки, не обладающей адгезией к связующему, опрессовке пакета, полимеризации связующего и обработке кромок изделия, отличающийся тем, что, с целью сокращения отходов производства при одновременном улучшении качества продукции, ла стадии опрессовки пакета стеклопластика его продольные
кромки армируют стекложгутом, который затем заполимеризовывают в одно целое с пакетом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ ИЗ СТЕКЛОПЛАСТИКА | 1967 |
|
SU199380A1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛОПЛАСТИЙгг~— | 1979 |
|
SU825328A1 |
| ВСЕРОССИЙСКАЯ"""?ПАТ?НТНО-ТВ(НИЧЕСКЙР1БИБЛИОТЕКА | 1969 |
|
SU234651A1 |
| Способ формования полых изделий из полимерного материала | 1980 |
|
SU889456A1 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| Установка для формования криволинейных полотнищ из стеклопластика | 1966 |
|
SU235284A1 |
| ГАЗООТВОДЯЩИЙ СТЕКЛОПЛАСТИКОВЫЙ СТВОЛ ДЫМОВОЙ ТРУБЫ И СПОСОБ СБОРКИ ГАЗООТВОДЯЩЕГО СТЕКЛОПЛАСТИКОВОГО СТВОЛА ДЫМОВОЙ ТРУБЫ | 2004 |
|
RU2253723C1 |
| Способ нанесения слоистых теплозащитных композиционных материалов на крупногабаритные конструкции | 2022 |
|
RU2793800C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |