Известны станки для автоматической сварки овальных сосудов, содержащие станину, сварочную головку, стойку с приводными планшайбами и копирное устройство.
Отличием предложенного станка является то, что каждая планшайба выполнена в впде овала двойной симметрии с двумя центрами вращения, совмещенными с центрами овала, и кинематически связана с копирным устройством при помощи роликов, попеременно обкатывающих копир и устацовленных на осях, проходящих через центры овала. Это позволяет повысить производительность станка.
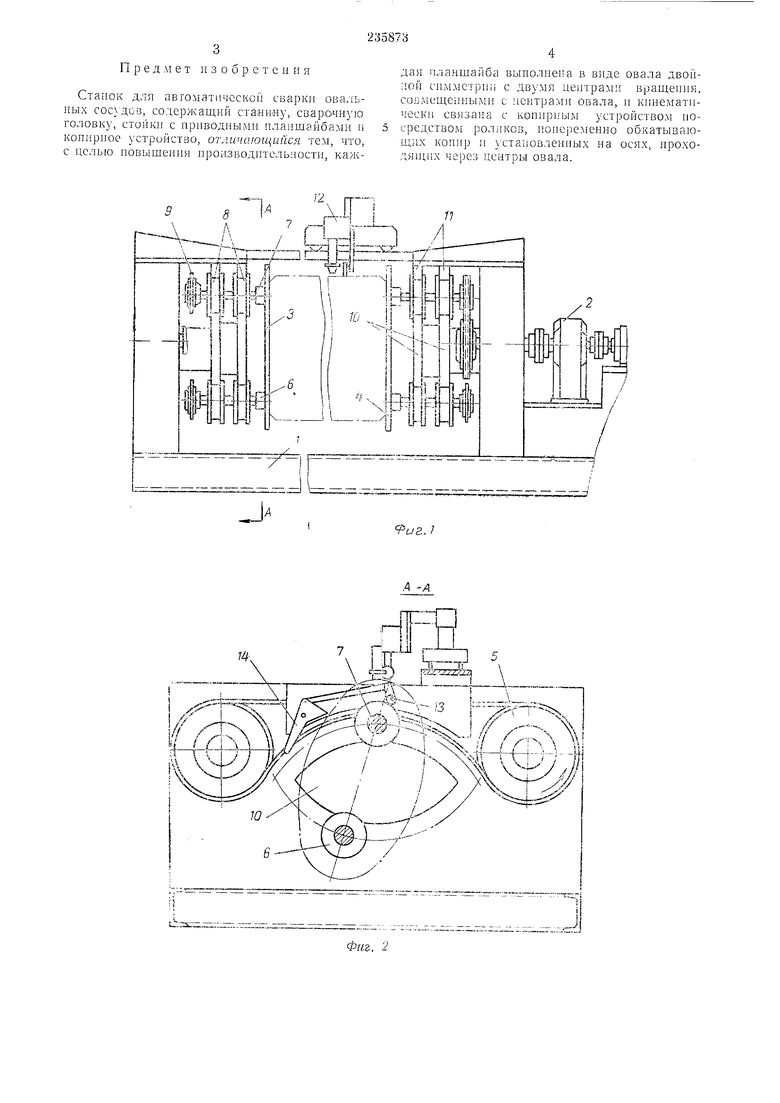
На фиг. 1 изображен стенд для автоматической сварки сосудов овальиой формы; на фиг. 2 - то же, разрез по /1-Л; на фиг. 3 - вариант стыка с зубчатой передачей.
Стенд содержит станину 1, привод 2, две планшайбы 3 и 4, между которыми зажимается свариваемый сосуд. Тяговым органом служит пенная иередача с приводной звездочкой 5 или зубчатая передача.
На иланшайбе на расстоянии, равном межполюсному расстоянию овала, закреплены ведомые валы 6 и 7 с посаженными на них ходовыми колесами 8 и ведомыми звездочками 9. Ходовые колеса движутся по дорожкам 10 и п.
жины и копирующего ролика все время находится на определенном расстоянии от свариваемого изделия.
Работает стенд следующим образом.
Собранный овальный сосуд устанавливают в стенд, зажимают в планшайбах, подводят в зону стыка сварочную горелку, и сосуд вращают так, что наружная поверхность овального сосуда все время обкатывается относительно горелки. Нри этом одна из осей находится в средней зоне ходовых дорожек, а ведомая звездочка находится в зацеплении с
тяговым органом, например цепной передачей, упор 13 не позволяет колесам 8 двигаться по дорожке. Нланшайба при этом поворачивается вокруг этой оси, а вместе с ней сосуд поворачивается по своему малому радиусу. Вторая
ось планщайбы движется по радиусу, равному межполюсному расстоянию овала до тех пор, пока не нажмет на рычаг 14. Ведомая звездочка второй оси входит в зацепление с тяговым органом, через систему рычагов упор 13
освобождает дорожку, и обе оси катятся по ней, а Б это время сосуд проворачпвается по своему большому радиусу. Вторая ось, катясь по дорол ке, пажимает на другое плечо рычага 14, и упор 13 возвращается в первопачальПред ;М е т и з о б р е т е и и я Станок для авгомат1Г1сско1 сварки овальных , содержащий стайину, сварочную головку, стойки с приводными планшайбами п копнрпое устройство, отличающийся тем, что, с целью новышення производитсльностн, . / дай планшаиоа выполнена в впде овала двонпой cHM.AieTpHH с двумя нентрамп вращення, соБменденнымн с центрами овала, н кннематнческн связана с коннрныы устройством посредство М роликов, понере.менно обкатывающих копир н установленных на осях, проходяннх 461)03 центры овала.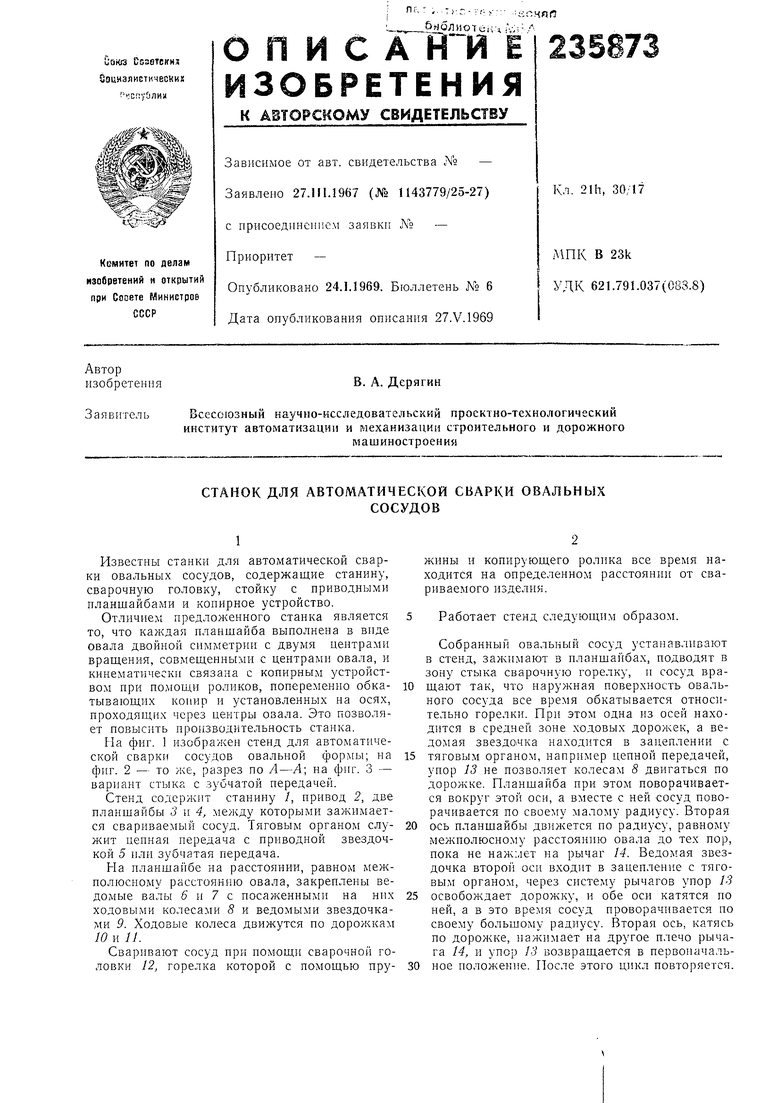
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Устройство для автоматической свар-Ки зАМКНуТыХ КРиВОлиНЕйНыХ шВОВ СпРяМОлиНЕйНыМи и РАдиуСНыМи учАСТКАМи | 1979 |
|
SU846196A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| Вращатель для поворота в процессе сварки изделий | 1976 |
|
SU659332A1 |
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
| УСТРОЙСТВО для СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ОВАЛЬНОГО СЕЧЕНИЯ | 1972 |
|
SU327982A1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |

ч
Ш TV jl Wi
