Изобретение относится к производству стальных сосудов овальной формы, в частности автоцистерн для горючего, для перевозки молока и т. п.
Известно устройство для автоматической дуговой сварки поперечных швов цилиндрических изделий с овальными днищами, содержащее опорные ролики, приводной ролик и щаблон.
Недостатком известного устройства является невозможность сварки внутренних овальных щвов в нижнем положении.
Цель изобретения - сварка внутренних овальных швов в нижнем положении.
Для этого часть опорных роликов размещена на установленном на основании подъемном столе, а другая часть - на каретке, которая имеет возможность горизонтально перемещаться вдоль основания. В вертикальных направляющих каретки укреплен ползун со смонтированном на нем приводным полым валом, на котором закреплен приводной ролик, причем ось вала параллельна осям опорных роликов. Последние как на столе, так и на подвижной каретке установлены по форме, соответствующей кривой, описанной большим радиусом овала поперечного сечения свариваемого изделия.
валу смонтирована сменная муфта сцеплений, жестко соединяющая шаблон с валом.
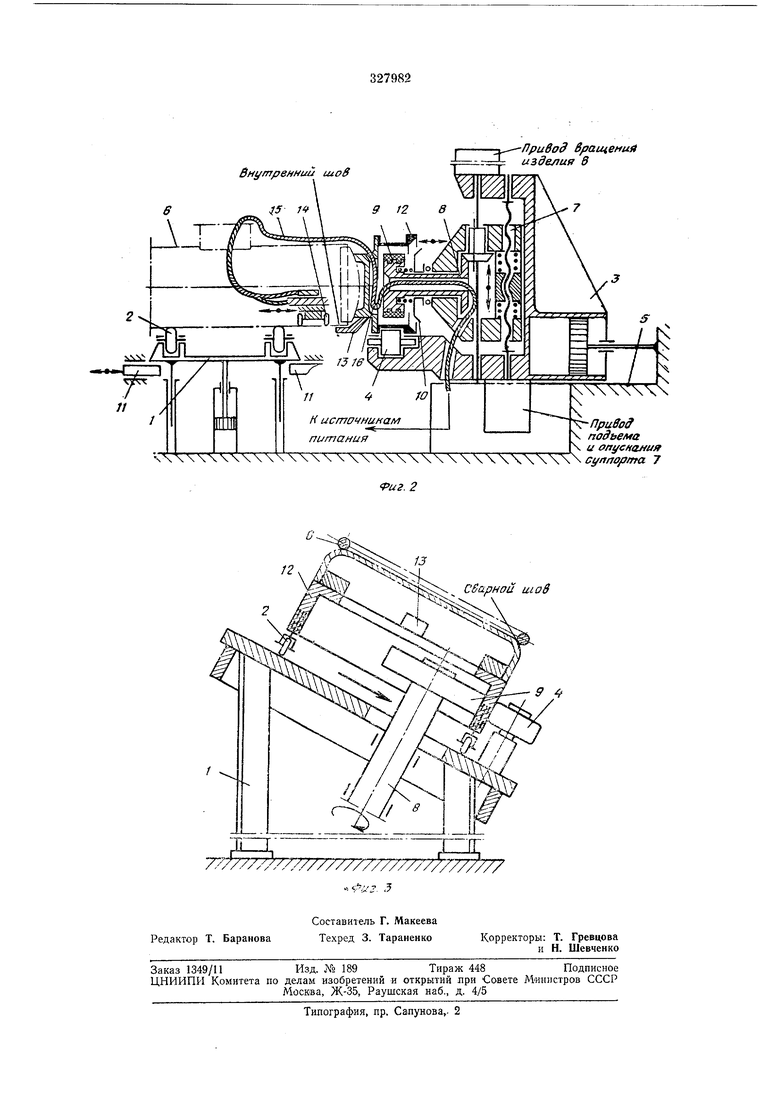
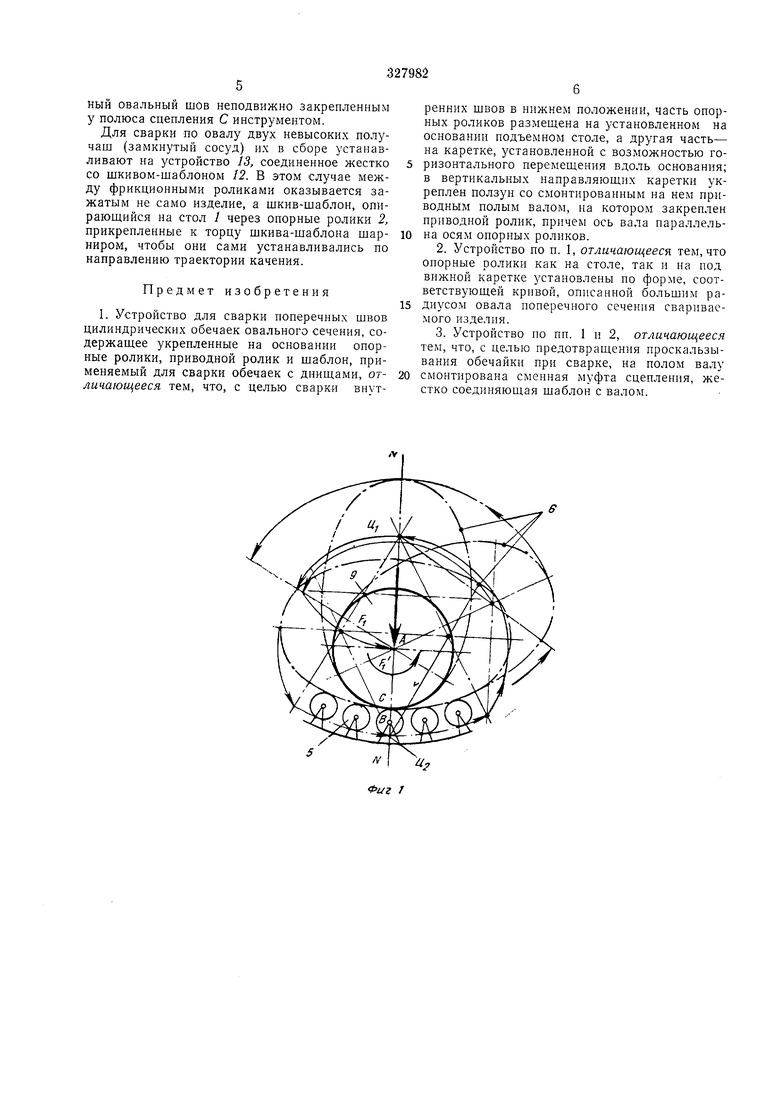
На фиг. 1 показана схема вращения овального шва; на фиг. 2 - кинематическая схема Зстройства для сварки и обработки поперечных овальных щвов изделий с длинными обечайками; на фиг. 3 - кинематическая схема устройства для сварки и обработки наружных щвов изделий овальной формы с короткими образующими.
Устройство содержит подъемный стол / с частью опорных роликов 2 и каретку 3 с частью таких же опорных роликов 4, установленную с возмол ностью горизонтального перемещения вдоль основания по направляющим 5. Ролики 2 и 4 установлены по форме, соответствующей кривой, описанной больщим радиусом овала поперечного сечения свариваемого изделия 6.
Стол / предназначен для приема изделий с транспортного устройства и для предварительного ориентирования поперечного сечения изделия относительно роликов каретки.
Положение центров всех опорных роликов можно изменять вручную или автоматически, с целью установления их на различные размеры свариваемых обечаек. В вертикальных направляющих каретки укньш на нем ведущим фрикционным роликом 9 и муфтой сцепления 10. Ролик 9, радиус которого равен меньшему радиусу овала поперечного сечения свариваемого изделия, выполнен сменным. Сквозь полый вал 8 пропущена штанга для крепления на ней инструментов для сварки и обработки или же пучок шлангов и проводов сварочного трактора, помещенного в замкнутом изделии Ось вала 8 параллельна осям опорных роликов 2 и 4 и, следовательно, оси изделия 6. С боков стола / смонтированы защелки 11. Устройство работает следующим образом. Стол 1 принимает на ролики 2 обечайку изделия 6 в сборе с первым днищем и поднимает его нижнюю открытую часть над роликами 4 каретки 3. Затем подводят каретку к изделию так, что нижняя часть обечайки оказывается в пространстве между фрикционным роликом 9 и опорными роликами 4. Стол опускается на выдвинутые защелки 11, и обечайка оказывается лежащей и на роликах 2 и 4. Включается привод подачи вертикального ползуна 7, и он с помощью ходовой пары винт-гайка опускается вниз до тех пор, пока пружина под гайкой не прижмет через вал 8 и фрикционный ролик 9 обечайку к опорам ролика стола и каретки. К внутреннему соединению днища и обечайки с помощью штанги (на черт, не показава) подводят подвесную сварочную головку и включают одновременно вращение фрикционного ролика, сварочный ток и подачу сварочной проволоки и защитного газа. Расстояние от мундштука до «полюса сцепления С фрикционной передачи остается постоянным во время вращения изделия. Скорость вращения обечайки между фрикционными роликами остается постоянной тогда, когда ее «прокатывают большим радиусом по роликовой направляющей, и тогда, когда после совпадения центра А внутреннего фрикционного ролика 9 с фокусом FI овала начинается вращение обечайки и ролика 9, как одного общего эксцентрика вокруг общего центра Л. И в том, и в другом случае, то центр Ц большого радиуса овала обечайки, то фокус Fl оказывается на линии NN. Эта линия является следом плоскости, в которой расположены ось А ведущего фрикционного ролика 9 и общая ось В средних опорных роликов. В момент, когда и центр Ц и фокус F оказываются на линии NN, включается муфта сцепления 10. Она жестко соединяет вал S непосредственно с обечайкой, что исключает ее проскальзывание относительно фрикционного ролика 9 под действием противомомента от силы тяжести изделия. Выключают муфту, когда на линию NN придет центр Да большого радиуса обечайки. ролика выключают, поднимают фрикционный ролик, а стол 1 приподнимает изделие над роликами 4. Каретка 3 отходит в исходное положение, защелки // отводятся назад, и стол опускает обечайку с приваренным днищем на транспортер. Цикл сварки первого внутреннего щва окончен. Если в конструкцию цистерны входят внутренние пояса или перегородки, то последовательно их приваривают описанным выше путем. При этом после каждой сварки следует автоматически с помощью той же консоли и закрепленного на ней несварочного инструмента произвести зачистку швов и другую их обработку (например, антикоррозийное покрытие, если сваривают стали, имеющие в состоянии поставки защитное покрытие). Сварку последнего внутреннего соединения обечайки с -вторым днищем ведут следующим образом. Между опорными роликами 4 каретки 3 и фрикционным роликом 9 устанавливают шкившаблон 12, повторяющий форму поперечного сечения изделия, в сборе с зажимным и ориентирующим устройством 13. Стол / устанавливают с изделием 6 на защелки // и каретку 3 со щкивом-шаблоном, заранее зажатым между фрикционным роликом 9 и опорными роликами 4, и зажимным ориентирующим устройством придвигают до упора в несваренное днище. Марщевым или рабочим вращением фрикционного ролика выставляют шкив-шаблон точно по осям овала изделия и с помощью устройства 13 окончательно ориентируют по общим осям и жестко соединяют их. Сварочный трактор 14 через горловину опускают в сосуд и устанавливают у последнего внутреннего щва, а щлейф 15 из шлангов и проводов протягивают через ту же горловину наружу, затем соединяют его с другой частью шлейфа, продетой сквозь каретку 3, ползун 7, полый вал 8, фрикционный ролик 9 и устройство 13, причем между устройством 13 и торцом ролика 9 образовано пространство, достаточное для укладки в нем небольшой петли 16 шлейфа для его дрейфа в шкиве-шаблоне относительно ролика 9. В остальном сварка происходит так же, как это описано выше. Затем разжимается устройство 13, каретка отходит назад, стол приподнимает изделие, чтобы освободить защелки, а затем опускает изделие на транспортер. Обработка последнего щва несварочным инструментом произодится автоматически с помощью такого же (как сварочный) трактора. При сварке щвов изделий овальной формы короткими образующими изделие кладут на тол / так, чтобы кромка овала оказалась ежду роликом 9 и роликами 4. Изделие заимают между фрикционными роликами и ачинают вращение по плоскости стола, автоатически сваривая или обрабатывая наружный овальный шов неподвижно закрепленным у полюса сцепления С инструментом.
Для сварки по овалу двух невысоких получат (замкнутый сосуд) их в сборе устанавливают на устройство 13, соединенное жестко со шкивом-шаблоном 12. В этом случае между фрикционными роликами оказывается зажатым не само изделие, а шкив-шаблон, опираюш,ийся на стол 1 через опорные ролики 2, прикрепленные к торцу шкива-шаблона шарниром, чтобы они сами устанавливались по направлению траектории качения.
Предмет изобретения
1. Устройство для сварки поперечных швов цилиндрических обечаек овального сечения, содержащее укрепленные на основании опорные ролики, приводной ролик и шаблон, применяемый для сварки обечаек с днишами, отличающееся тем, что, с целью сварки внутренних швов в нижнем положении, часть опорных роликов размешена на установленном на основании подъемном столе, а другая часть- на каретке, установленной с возможностью горизонтального перемещения вдоль основания; в вертикальных направляющих каретки укреплен ползун со смонтированным на нем приводным полым валом, на котором закреплен приводной ролик, причем ось вала параллельна осям опорных роликов.
2.Устройство по ц. I, отличающееся тем, что опорные ролики как на столе, так и на под вижной каретке установлены по форме, соответствуюшей кривой, описанной большим радиусом овала поперечного сечения свариваемого изделия.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью предотвращения проскальзывания обечайки при сварке, на полом валу
смонтирована сменная муфта сцепления, жестко соединяющая шаблон с валом.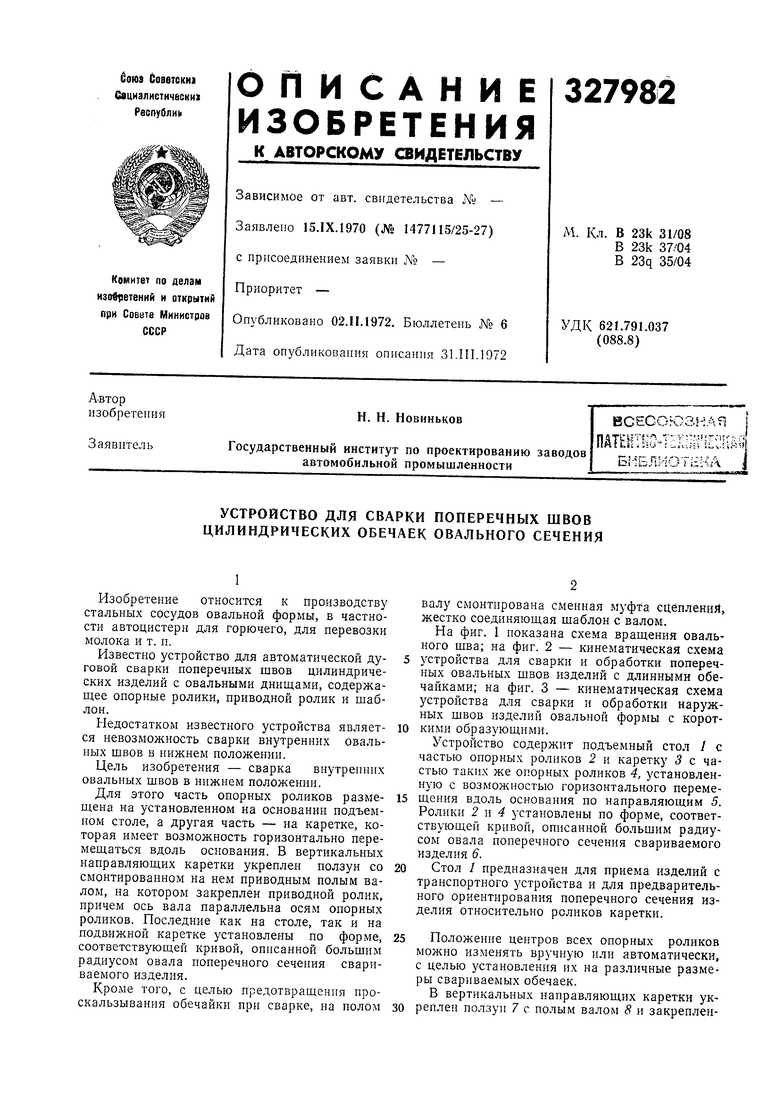
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОБЪЕКТОВ СО СТЕНКАМИ НЕРЕМЕННОЙ И ПОСТОЯННОЙ КРИВИЗНЫ | 1969 |
|
SU244532A1 |
| Следящее устройство для сварки криволинейных угловых швов | 1987 |
|
SU1447625A1 |
| Установка для сварки овальных изделий | 1979 |
|
SU789265A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Устройство для сварки внутреннихшВОВ ТРубНыХ КОНСТРуКций | 1978 |
|
SU795827A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |
| Станок для автоматической дуговой сварки | 1958 |
|
SU119284A1 |
| Машина для автоматической односторонней роликовой сварки | 1950 |
|
SU96878A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |