Известен электромеханический регулятор времени, иреи1мущественно к сварочным головкам, содержащий кулачок, установленный на рабочем валу и взаимодействующий с электрическим контактом, и привод его вращеиия.
Однако этот регулятор не обеспечивает необходимую степень стабильности выдержки времеии иротекания сварки, так как элемент, управляющий длительностью процесса, включается .командным органом, непосредственно не связанным с электрической дугой. Например, реле времени включается одновременно с включением силового контактора. При этом, вследствие переходиых явлений, начало дугового нроиесса в той или иной мере отстает от момента включения командного органа, что объясняется особенностями физико-химических процессов, протекающих в начальный период возбуждения дугового разряда. Различные значения времени запаздывания начала возбуждення сварочной дуги сказываются на длительности процесса при практически иостоянном времени выдержки элемента унравления (реле).
Предложенное устройство отличается от известного тем, что кулачок сво.бодно установлен на оси поворотного рычага, смонтированного на головке и подиружиненного относительно нее. Приводом его вращения является движущаяся проволока.
Это позволяет nosi iciiTb качество сварки и устранить проскальзывание проволоки в подающих роликах ири автоматической сварке илавящимся электро юм стационарной дугой.
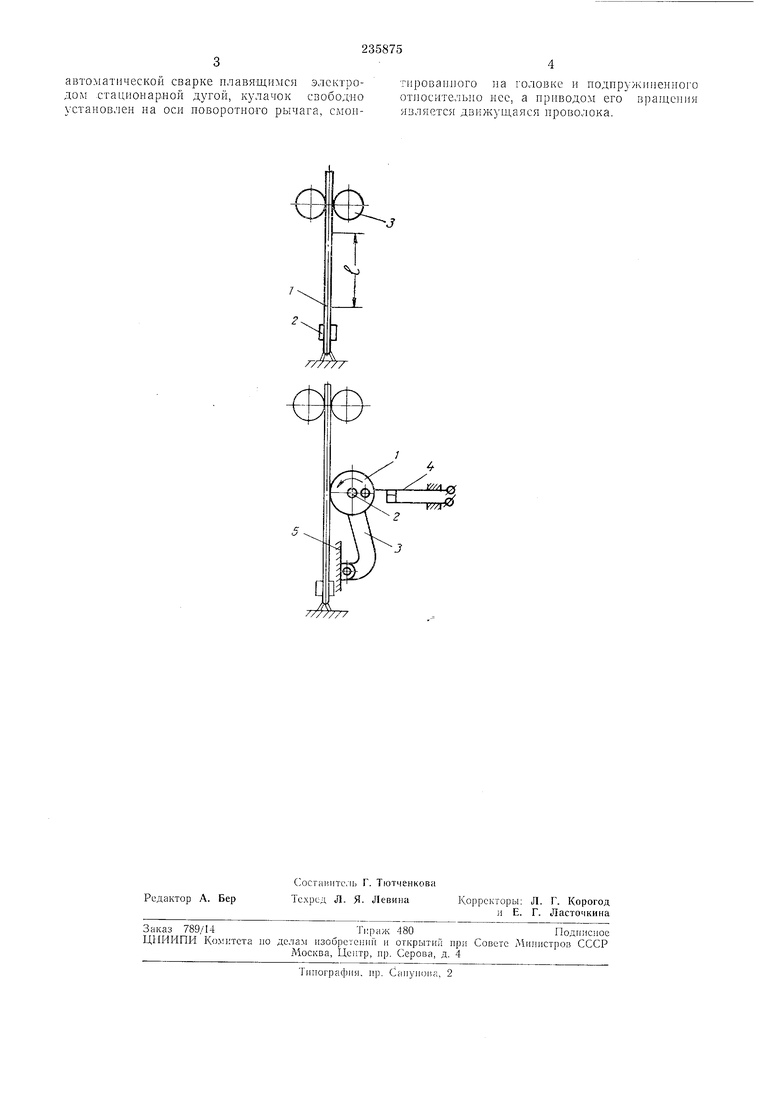
Па чертеже изображен оиисываемый регулятор.
Си содер ит кулачок /, установленный на оси 2 рыча1а 3, м контакт -/. Рычаг иодпружиneii оть:осите,;ыю сварочной головки 5. Длительность сварочного цикла определяется диаметром кулачка, а л,:ина отрезка электродной проволоки, постхпающей в зону сварки, равна п}ти, проходимолп иаружной иоверхностью кулачка в течение длительности одиого сварочного .
Кулачок, нривод;1мый во вращенне сварочHoii нроволоко, в конце каждого полного оборота вэздепст;; -ст на электрический контакт, который отключает реле, управляющее электрнческоГ cxcMoii аннарата.
Пред М е т н з о б р с т е н и я
Электро.ехан ;ческиГ1 регулятор времени, пре мущсстпенно к сварочным головкам, содсржащи иоворогньп кулачок, взаимодействующи) с электр;1чсским контактом, и прнвод его вращен.ия, oT.uiiarot tiucfi тем, что, е целью иовышения качества и устранения ироскальзыван1 я проволокг. в подающих роликах при
автоматической сварке плавящимся электродом стационарной дугой, кулачок свободно установлен на осн поворотного рычага, смонтированного на головке и поднружииениого относительно нее, а нриводом его вращения является движущаяся нроволока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| Устройство для изготовления составных электродов для дуговой сварки | 1953 |
|
SU100331A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1968 |
|
SU221874A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯЭЛЕКТРОДОМ | 1968 |
|
SU219042A1 |
| Способ дуговой точечной сварки и устройство для его осуществления | 1982 |
|
SU1031666A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 1966 |
|
SU182267A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для кольцевой сварки поворотных стыков труб | 1967 |
|
SU254692A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1969 |
|
SU235874A1 |