Данное изобретение представляет собой устройство для изготовления составных электродов для дуговой сварки путем стыковой приварки короткого стержня из малоуглеродистой проволоки к стержню из высоколегированной проволоки с нанесенной на него по всей длине обмазкой.
Отличительная особенность предлагаемого устройства заключается в том, что оно для механизации производства составных электродов выполнено в виде карусельного станка, производящего сварку стержней из высоколегированной проволоки с нанесенной на них по всей длине обмазкой со стержнями из малоуглеродистой проволоки, а регулирование време}И горения дуги между стержнями производится реле времени.
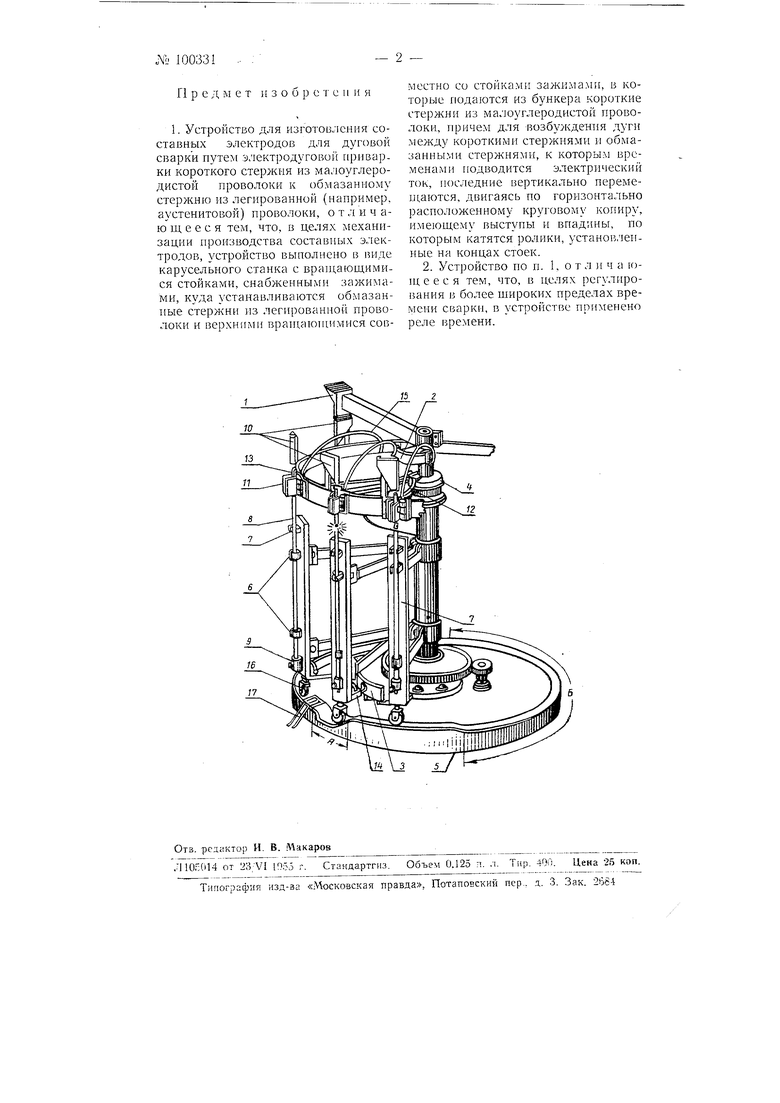
На чертеже приведена схема устройства.
Устройства для зажима стержней от П1естеренчатой пары враидаются относительно бункера 1, токоподвоДЯ1ЦИХ шин 2 и 3, кулачка 4 и копирного кольца 5.
В зажимы 6 во время прохождения вертикальных стоек 7 по участку Б вставляются стержни 8 из высоколегированной проволоки с нанесенной по всей длине обмазкой образом, чтооы нижний конец стержня упирался в пружинящий токоподвох ящий контакт 9. Карман 10, проходя под бзнкером /, в котором находятся стержни из малоуглеродистой проволоки (коротыши), своей выступающей частью вытаскивает один коротыш, который падает в полуоткрытые губки // до упора со стержнем 8. При дальней ием повороте стоек при иомощи кулачка 4 и рычага 12 губки // зажимают коротьцц 13.
Нижний токоподвод 14 и верхний токоподвод 15 входят в соприкосновение с шинами 3 II 2, затем роликам юртизатор 16 накатывается на проводники /7 и замыкает электроцепь реле времени, которое подает сварочный ток через шины 3 и 2 и токоподводы 14 и 15 к стержням t и 13. Благодаря углублению копира на участке Л происходит разрыв между стержнями, возбуждение дуги и замыкание стержней.
Время пропускания сварочного тока регулпрует реле времени.
Ноеле того, как произош,1а сварка стержней, рычаг 12 упирается в выступ кулачка 4 и открывает губки 11. Составной электрод вынимается из зажимов 6 и вместо электрода встав,тяется новый стержень. Далее процесс повторяется.
П р е д м е т и з о б р с т синя
1. Устройство для изготовления составных электродов для дуговой сварки нутем электродуговой прнварки короткого стержня нз малоуглеродистой проволоки к обмазанному стержню из легированной (например, аустенитовой) нроволоки, отличающееся тем, что, в целях механизации производства составных э.лектродов, устройство выполнено в виде карусельного станка с вранхающимися стойками, снабженными зажимами, кухТ,а устанавливаются обмазанные стержни из легированной проволоки и верхними враиииои1имнся совместно со стойками зажимами, в которые подаются из бункера короткие стержни из малоуглеродистой проволоки, причем для возбуждения дуги между короткими стержням1 и обмазанными стержнями, к которым временами иодводится электрический ток, иоследние вертикально перемещаются, двигаясь по горизонтально расположенному круговому копиру, имеющему выстуиы и впадины, по которым катятся ролики, установ.чепные на концах стоек.
2. Устройство по п. 1,0 т л и ч а юих е е с я тем, что, в целях регулирования в более широких пределах времени сварки, в устройстве применено реле времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для конвейерной смазки и сушки электродов | 1934 |
|
SU47016A1 |
| Электрод для дуговой сварки деталей из разнородных сталей и способ дуговой сварки деталей из разнородных сталей | 2022 |
|
RU2791021C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| Электрод для дуговой сварки деталей из разнородных сталей | 2023 |
|
RU2811539C1 |
| Составной электрод для дуговой сварки деталей из разнородных сталей | 2023 |
|
RU2814639C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ | 1998 |
|
RU2141394C1 |
| ЭЛЕКТРОД ДЛЯ ПОДВОДНОЙ СВАРКИ | 2006 |
|
RU2325983C2 |
| Обмазка электродов дуговой сварки стали малых толщин | 1939 |
|
SU66132A1 |
15 2
