Предложенный прибор может быть псиользоваи па машиностроительных заводах и лабораториях нсследовательеких организадш.
Известны прпборы для комплоксното контроля иервячиОГо инструмента и кинематическоп цепи станка, содержащие контактнрующий с инструментом эвольвентныи щуи, вращение которого сопоставляется с BpantcHiieiM стола станка.
Также известны и вибросенераторные датчнки.
Предложенный прибор для комплексного контроля точности червячного И:нструмепта и зубообрабат),его станка отличается or иявестных тем, что он снабжен установ. соосно с оправ кой .виброгенераторным дагчиком угловых колебаний эвольвентпого П1ули liOKpyr оси стола станка.
Такое выполнение повьпнает скорость коптроля.
Кроме того, виброгеператорный датчик быть установлен экецентрнчно к сто.пу станка для обеспечения возможноетп контроля биения режун,их кромок инструмента при обработке :колес большого диаметра.
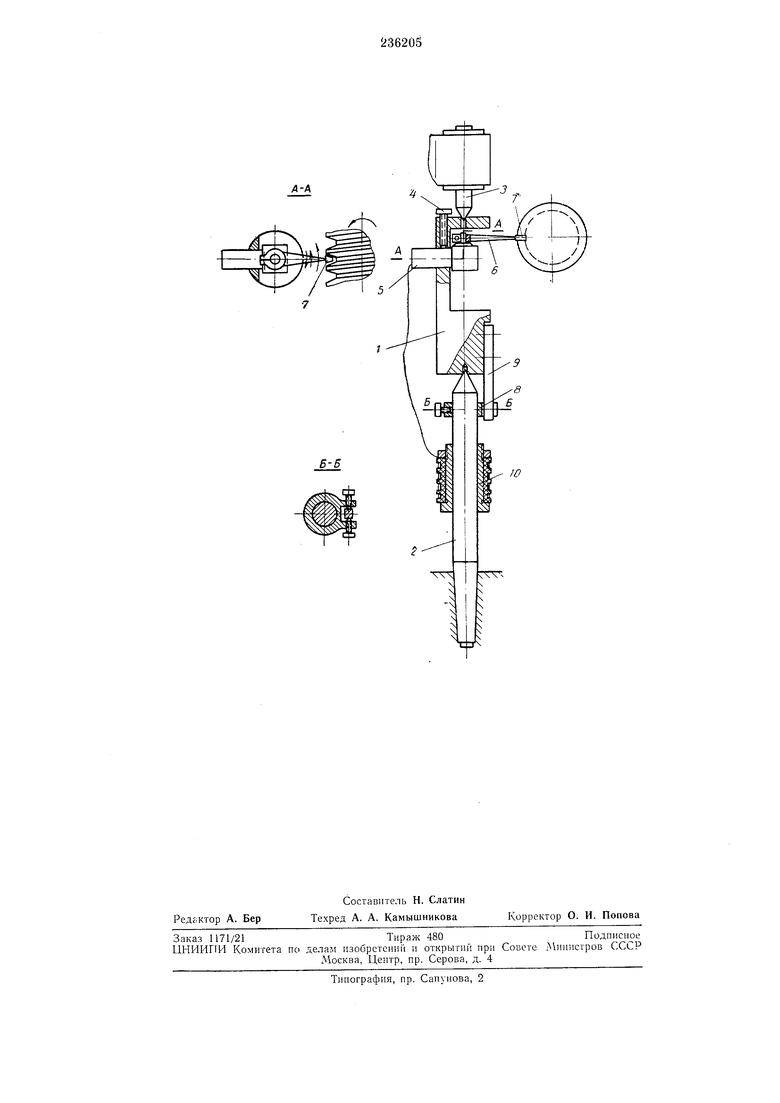
Па чертеже изображен описываемый прибор.
Он содержит оправку 1, устанавливаемую В центры 2 ) 3 стан1ка, в отвер|Стие которой соосно с ней устанавливается и закреиляется
с .помощью винта 4 виброгенераторный датчик 5 е рычагом 6, несущим па конце эвольвбнтпый щуп 7. Эвольвентная поверхность щупа по возможности не должна иметь отклоHeHHit. Его положенпе регулируется на эвольвентомере, в ueiiTpe которого устапавлпвается (шравка. Для возможности регулнровки ири настройке рычаг щупа может быть мак цельным, так н сборным.
Оправка с датчиком вращается при помощи хомутика 8 и поводка 9. Сигнал на рсгпслрируюи1,ий прпбор подается через токост ем прк 10, лрпмепение .которого не вноент norpeiuиостей. так ка.к скорость вращения стола станка мала.
При отсутствии иогрещноетей движения обкатки и погре1нностей пнструмента амплптуда колебаний н.1,упа датчнка в момент прохождения режуп,ей кромкп через актив.ную чаеть /iinniH зацепления доетигает определенной, постоянной величины, или, если мы имеем дело с абразпвны1М червяком, она совсем «е меняется. В общем случае и станок и червячный инструмент имеют иогрешноети.
Прп контроле ногрещностей етан.ка (высокоч.астотных и среднсчастотных) вместо червячиого инструмента ставится эталонный червяк, по возможности не имеюп;пй погрещностей винтовой новерхноетн. Поэтому погрешность обкаткн целиком определяется погрешностью
киисматичсскоп цепи станка. Последующая установка на шлиндсльную оправку станка чср.зячного инструмента и новторснис обкатки псзноляют дать характеристику точности инструмента.
Для сбсснечення контроля биенмя рсжунгих кромок .имст.румента при обработке колес болыиого диаметра виброгенераторньп датчик устанав;швают эксцентрично к столу станка.
/,ля станков с тантенциальноп подачей инструмента при точной настройке цепи обкатки (с yчeтo смеп1,ения инструмента вдоль оси) можно получить полную характеристнку точности червячного инструмента по его длине, если многократно повторять процесс зацепления через каждый оборот етола станка.
С помощью этого прибора можно также оценивать жесткость станка, сопоставляя резуль1аты отклонения обкатки на холостом ходу е результатами контроля эволь-венты зуба колеса, нарезаемого на эвольвентомере станка. Эксиериментальиое определение заднего угла чс; вячпой фрезы е учетом кинематики зубообработкп произБоднтся при установке щупа в .виде тонкой пластинкп эвольвентного профиля на рычаг вибротенераторного датчика. Угол определяется по ленте записн ощупывания затылованной поверхностп чсрвЯЧпой фрезы.
П р е д мет и з о б ip е т е н и я
1.Прибор для комплексного контроля точностп червячного инструмента п зубообрабатывающего станка, содержащий оправку, устанавливаемую в центрах станка, на .KOTOpoii закреплен рычаг е эвольвентны.м щупом, отлпчающийся тем, что. с щелью повышения скорости контроля, он снабжен уетановленным соосно с оправкой виброгенераторньвг датчи,ком угловых колебаний эвольвентного цупа вокруг оси стола станка.
2.Прибор по П. 1, отличающийся тем, что. с целью обеепечения возможности контроля
биения рсжущнх кромок инетрумента прц обработке колес большого диаметра, виброгенераторный датчик установлен эксцентрично к столу станка.
Л-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ проверки цепи деления (обката) зубофрезерных станков | 1955 |
|
SU108552A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭВОЛЬВЕНТНЫХ ЗВЕЗДОЧЕК ДЛЯ ЗУБЧАТЫХ ЦЕПЕЙ | 2006 |
|
RU2314900C1 |
| Приспособление к эвольвентомерам для проверки профиля зубьев конических колес, образованных по сферической эвольвенте или октоиде | 1944 |
|
SU64740A1 |
| Устройство автоматического отключения принудительного вращения червячной передачи стола металлорежущего станка | 1990 |
|
SU1768357A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2151671C1 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |